Aktualisiert Juni 2026
Die Messung der Oberflächenrauheit erfolgt in der Praxis nach einem festgelegten Verfahren: Man fährt mit einem Taststift oder optischen Sensor über eine bearbeitete Oberfläche, trennt die feine Textur mit einem Kantenfilter von Welligkeit und Form und gibt einen einzigen Parameter an, der fast immer RaDie arithmetische mittlere Rauheit (Ra) wird in Mikrometern (µm) oder Mikrozoll (µin) angegeben. Das klingt einfach, und der Wert auf dem Messgerät scheint eindeutig. Doch meistens ist er es nicht. Zwei Messungen derselben Oberfläche können stark voneinander abweichen, wenn die Grenzlänge, die Tastspitzenrichtung oder ein Parameter falsch eingestellt ist. Ein Bauteil kann die Ra-Toleranz erfüllen und trotzdem undicht werden, fressen oder verschleißen. Zuverlässige Oberflächenrauheitsmessungen hängen ebenso stark vom Messsystem und dessen Einstellungen ab wie vom Messgerät selbst. Dieser Leitfaden erläutert die Rauheitsparameter, die Messgeräte, die einzelnen Messschritte und den Filterschritt, der bei den meisten Messungen fehlschlägt. So wird das Verständnis und die Kontrolle der Oberflächenrauheit reproduzierbar und nicht mehr von Schätzungen abhängig – unabhängig davon, ob es sich um eine glatte Oberfläche oder eine raue Oberfläche in der Nähe einer Sägeschnittstelle handelt.
Kurzübersicht
| Häufigster Parameter | Ra (arithmetische mittlere Rauheit), in µm oder µin |
| Kerninstrumente | Kontakt-Tastkopf-Profilometer; berührungslose optische (konfokale, Interferometrie, Fokusvariation) |
| Gesetzliche Standards | Normenreihe ISO 21920 (2021, ersetzt ISO 4287/4288/1302); ASME B46.1-2019 |
| Typische Abtastspitze | 2 µm Radius, 0.75 mN Kraft (gemäß ISO 3274) |
| Grenzbereich (λc) | 0.08–8 mm, ausgewählt aus dem erwarteten Ra-Wert |
| Konvertierungsanker | 125 µZoll ≈ 3.2 µm; 63 µin ≈ 1.6 µm; 32 µZoll ≈ 0.8 µm |
Was Oberflächenrauheit eigentlich ist (Rauheit vs. Welligkeit vs. Form)
 1")
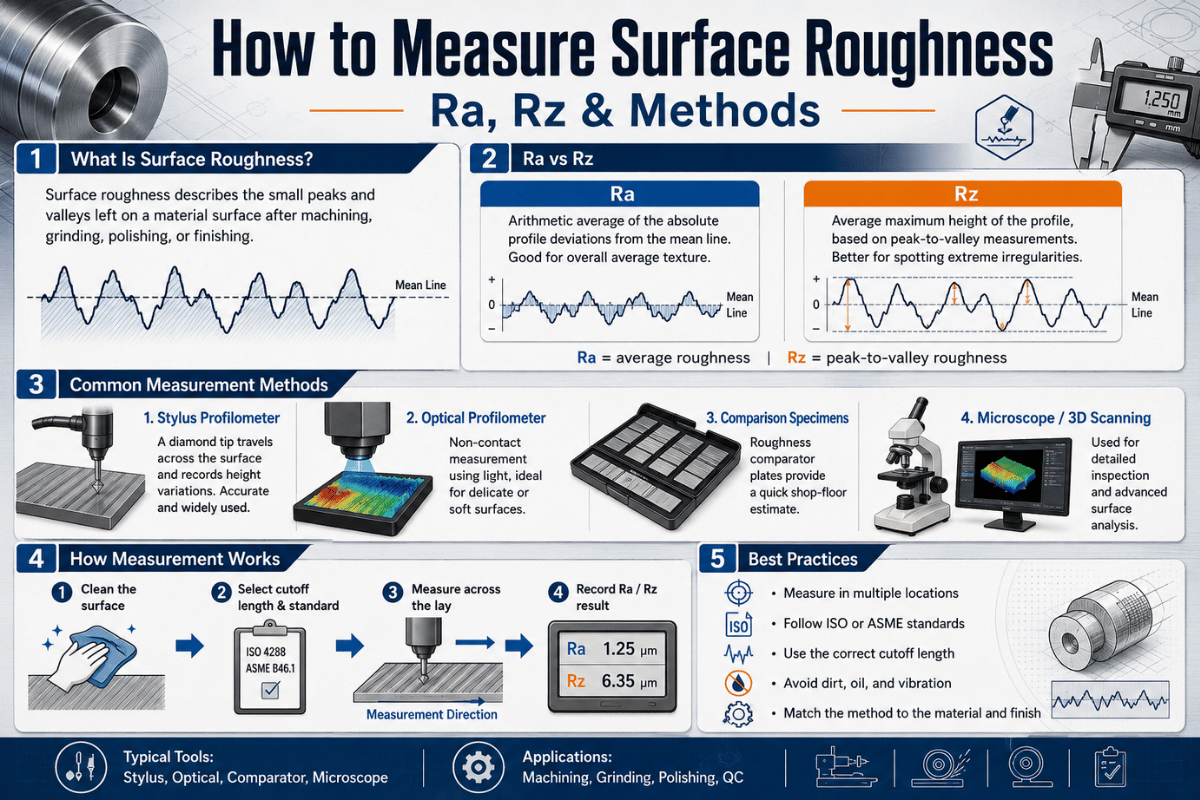
Die Oberflächenrauheit beschreibt die feinen Erhebungen und Vertiefungen, die durch den Herstellungsprozess auf einer Oberfläche entstehen. Sie wird als mittlere vertikale Abweichung des tatsächlichen Profils von einer Mittellinie über eine definierte Messlänge quantifiziert. Die Messung der Oberflächenrauheit erfasst, wie stark die reale Oberfläche bei kurzen Wellenlängen von ihrer idealen Geometrie abweicht. Um die Oberflächenrauheit zu verstehen, muss man sie als Abweichung einer realen Oberfläche von ihrer idealen Form begreifen und nicht als einzelne Qualitätsstufe.
Es ist nur eine von drei Komponenten OberflächentexturDie vollständige Geometrie jeder bearbeiteten Oberfläche ist eine Überlagerung von drei Wellenlängenbereichen: unten stehende Formular (die Gesamtform, längste Wellenlänge), Welligkeit (mittelwellige Schwingungen aufgrund von Maschinenvibrationen oder einer Unwucht der Schleifscheibe) und Unebenheit (die kürzeste Wellenlänge der Werkzeug- oder Prozessmarken). Jede Rauheitsmessung isoliert dieses kürzeste Band und verwirft den Rest.
Diese Trennung ist der entscheidende Punkt. Jedes Profilometer erfasst ein kombiniertes Oberflächenprofil. Anschließend werden die langwelligen Anteile herausgefiltert, sodass nur das Rauheitsprofil übrig bleibt. Die Höhe dieses Profils von der Mittellinie wird vom Gerät in einen Zahlenwert umgewandelt, um die Oberfläche zu charakterisieren. Diese Oberflächeneigenschaften und -merkmale (die kleinen Oberflächenunregelmäßigkeiten oder Unebenheiten, die durch das Werkzeug entstehen) werden durch eine Rauheitsmessung quantifiziert. Wie der Metrologieleitfaden der Universität Southampton ausführt, treten Rauheit und Welligkeit selten isoliert auf – „die meisten Oberflächen sind eine Kombination aus allen drei Eigenschaften, und es ist üblich, sie separat zu beurteilen.“ Es gibt keine feste Wellenlänge, ab der Welligkeit in Rauheit übergeht; die Grenze wird durch den gewählten Grenzwert bestimmt. Deshalb können zwei Ingenieure „dieselbe“ Oberfläche messen und unterschiedliche Werte angeben. ASME B46.1-2019Die Lay-Richtung, die vorherrschende Richtung des Oberflächenmusters, ist ein vierter Deskriptor, der die Ausrichtung des Instruments bestimmt.
In der Praxis macht sich diese Diskrepanz bemerkbar. Ein Maschinenbediener in der Fertigung kann eine geschliffene Welle ablehnen, weil der Messwert von Ra 0.4 µm „nicht funktioniert“, obwohl das Messgerät fälschlicherweise die Welligkeit eines verschlissenen Spindellagers in den Messwert miteinbezog. Die Rauheit lag die ganze Zeit innerhalb der Spezifikation, und der kostspielige Fehler lag im Cutoff, nicht im Werkstück selbst. Dieser Fehler tritt häufig auf, weil jeder ISO-Wellenlängenfilter (ein 0.8-mm-Cutoff erfasst andere Bereiche als ein 2.5-mm-Cutoff) das Ergebnis verändert. Daher ist die korrekte Trennung der Spektralbänder entscheidend, bevor man einem Messwert der Oberflächenrauheit vertrauen kann.
Oberflächenrauheitsparameter: Ra, Rz, Rq und was Ra verbirgt
 2")
Ra ist die arithmetische mittlere Rauheit, der Mittelwert der absoluten Abweichungen des Rauheitsprofils von der Mittellinie über die Auswertungslänge. Rz ist die mittlere maximale Höhe, der Mittelwert der fünf größten Spitzen-Tal-Abstände über die Abtastlängen. Ra ist stabil und einfach zu kontrollieren und daher bei Zeichnungen dominant. Rz reagiert empfindlicher auf einzelne Kratzer und Grate sowie auf die höchste Spitze der Leiterbahn. Ra ist lediglich ein Amplitudenmittelwert, und genau hier liegt das Problem: Wie alle Amplitudenparameter misst er die vertikale Höhe, verwirft aber die relative Stärke der Rauheit. gestalten des Profils. Zwei Teile mit unterschiedlichen Rauheitsgraden können dennoch denselben Parameter benötigen, und zwei Teile mit demselben Ra-Wert können im Betrieb eine sehr unterschiedliche Oberflächenrauheit aufweisen. Die Anpassung des Parameters an die jeweilige Anwendung macht aus einem reinen Zahlenwert eine reale Oberflächenqualität. Eine hohe Rauheit ist nicht automatisch schlecht, und ein niedriger Wert ist nicht automatisch gut.
Zwei Oberflächen können denselben Ra-Wert aufweisen und sich dennoch gegensätzlich verhalten. Eine plateaugehonte Zylinderbohrung (tiefe, ölhaltende Vertiefungen, flache Lagerstellen) und eine scharfkantige, spitz zulaufende Drehfläche können beide einen Ra-Wert von 0.4 µm aufweisen, doch die eine dichtet ab und schmiert, während die andere eine Dichtung zerstört. Der Unterschied liegt in der Oberflächenrauheit. Schiefe (Rsk)Negative Schiefe bedeutet eine talbetonte Verteilung (gut für Lager und Ölrückhaltung), positive Schiefe hingegen eine spitzenbetonte Verteilung (gut für Haftung, schlecht für Dichtungen). Wenn die Funktion von Dichtung, Lager oder Ermüdung abhängt, geben Sie neben Ra auch Rsk oder Rz an; Ra allein reicht zur Unterscheidung nicht aus.
| Parameter | Was es erfasst | Am besten geeignet für |
|---|---|---|
| Ra | Arithmetische mittlere Abweichung von der Mittellinie | Allgemeine Steuerung; die meisten Zeichnungen und Prozessüberwachung |
| Rz | Durchschnitt der 5 maximalen Gipfel-Tal-Höhen | Dichtflächen, ermüdungskritische Bauteile, Kratzererkennung |
| Rq (RMS) | Quadratischer Mittelwert der Abweichung (Gewichte erreichen höhere Spitzenwerte) | Optische Oberflächen, statistische Analyse |
| Rt | Gesamthöhe, einzelner größter Höhenunterschied (Spitze-Tal-Abstand) über die Bewertungslänge | Beschichtungsdicke, Leckagepfade, Fehlererkennung |
| Preis | Schiefe – gipfeldominierte vs. taldominierte Asymmetrie | Lager, Dichtungen, Schmierung, Lackhaftung |
Parameterdefinitionen gemäß ISO 21920-2 / ASME B46.1-2019.
Was sagt dir Ra, und was sagt es dir nicht?
Ra gibt die durchschnittliche Oberflächenrauheit an. Punkt. Der Wert ist reproduzierbar, unempfindlich gegenüber einzelnen Ausreißern und eignet sich gut, um allmähliche Prozessabweichungen während einer Produktionsserie zu erfassen. Ein verschlissener Einsatz oder eine zu stark beanspruchte Schleifscheibe erhöhen Ra mit zunehmender Abstumpfung stetig.
Was Ra nicht aussagt: ob das Profil spitz oder talreich ist (Schiefe), wie hoch das größte einzelne Merkmal ist (Rt/Rz), wie die Textur verteilt ist (RSm) oder in welche Richtung sie verläuft (Lagenrichtung). Ein Lagerzapfen und eine Dichtungsfläche können denselben Ra-Wert von 0.4 µm aufweisen und dennoch völlig unterschiedliche Oberflächen benötigen. Verwenden Sie Ra als ersten Filter und fügen Sie bei Bedarf einen Form- oder Extremwertparameter hinzu.
So lesen Sie eine Oberflächenrauheitsangabe (125, 32, 0.8 Ra)
 3")
Eine Oberflächenrauheitsangabe wie „0.8“ oder „Ra 0.8“ bedeutet eine maximale arithmetische mittlere Rauheit von 0.8 µm; die ältere imperiale Angabe „32“ bedeutet 32 µin, was der gleichen Oberflächenrauheit entspricht. Wenn eine Zeichnung nur eine Zahl mit dem Häkchensymbol zeigt, gilt die ISO-Norm: Ra, gemessen mit fünf Messlängen und einem Grenzwert von 0.8 mm.
Dieser Wert ist die Schlagzeile, aber ein vollständiger ISO 1302 Das Symbol nach ISO 21920-1 kann auch die Abtastlänge, den Parameter (Ra vs Rz), eine obere und eine untere Grenze, das Herstellungsverfahren, die Auflagerrichtung und eine Bearbeitungszugabe enthalten.
| Ra (µm) | Ra (µin) | ISO-Klasse (N) | Typischer Prozess |
|---|---|---|---|
| 0.1 | 4 | N3 | Läppen, Feinhonen |
| 0.2 | 8 | N4 | Honen, Präzisionsschleifen |
| 0.4 | 16 | N5 | Schleifen, Feindrehen |
| 0.8 | 32 | N6 | Schleifen, Präzisionsdrehen (Dichtflächen) |
| 1.6 | 63 | N7 | Drehen, Fräsen, Drahterodieren |
| 3.2 | 125 | N8 | Ausgangszustand der Dreh-/Fräsbearbeitung |
| 6.3 | 250 | N9 | Grobbearbeitung, Gussreinigung |
Umrechnung: 1 µin = 0.0254 µm. Die Prozesssäule ist typisch, nicht garantiert, siehe Prozessklammer unten.
Kontakt vs. berührungslos: Instrumente zur Messung der Rauheit
 4")
Verwenden Sie ein Tastschnitt-Profilometer für rückführbare Ra/Rz-Werte bei den meisten Metallteilen. Ein berührungsloses optisches Messgerät eignet sich, wenn die Oberfläche zu weich, zu klein oder zu stark reflektierend ist oder wenn Sie ein 3D-Bild anstelle einer einzelnen Linie benötigen. Mechanisch gesehen zieht ein Tastschnittgerät eine feine Diamantspitze über die Oberfläche und wandelt deren vertikale Bewegung in ein Profil um. Ein optisches Messgerät erfasst die Oberfläche mit reflektiertem Licht, anstatt sie zu berühren. Beide Messverfahren sind geeignet; welches Gerät das richtige ist, hängt vom Bauteil, den Parametern und dem Budget ab. Bei der Tastschnittmessung wird ein Messtaster über die Oberfläche gezogen; die optische Profilmessung erfasst die Oberfläche mit reflektiertem Licht. Tragbare Rauheitsmessgeräte liefern schnell Messwerte für die Fertigung, während ein Laborprofilometer eine genaue, auf einen Standard rückführbare Messung ermöglicht. Alle diese Methoden haben dasselbe Ziel: die Rauheit zu messen, die Oberflächenrauheit konsistent zu erfassen und vergleichbare Oberflächentexturparameter zu ermitteln.
| Instrument | Prinzip | Profil / Antenne | Beste Verwendung |
|---|---|---|---|
| Verrutschte Abtastnadel | Taststift + Gleitdatum (Kontakt) | Profil (Ra) | Entscheidung über die Freigabe/Ablehnung von Ra in der Produktion |
| Rutschfestes Tastschnittprofilometer | Taststift auf Präzisionsgeradheitsreferenz | Profil (Ra, Rz, Rsk) | Rückführbare Labormessung |
| Konfokales Mikroskop | Optische Fokussierung durch die Tiefe (berührungslos) | Areal (Sa, Sq) | Kleine oder empfindliche Teile |
| Weißlichtinterferometrie | Phasenverschiebungsinterferenz (berührungslos) | Areal | Sehr glatte / optische Oberflächen |
| Fokusvariation | Optische Fokusstapelung | Areal | Steile, raue, strukturierte Oberflächen |
| Komparatorblock | Taktil/visuell vs. bekanntes Exemplar | Keine (subjektiv) | Schnelle Schätzung, kein Messgerät |
- Rückführbar auf nationale Standards (NIST/NPL-Referenzmuster)
- Direkte Ra/Rz/Rsk-Werte, unbeeinflusst von Oberflächenfarbe oder Reflexionsvermögen
- Einschränkung: Die Spitze kann weiche Oberflächen zerkratzen; nur ein Strich; langsamer
- Grenze: Der Spitzenradius (2–5 µm) stumpft die engsten Täler ab.
- Keine Beschädigung durch Berührung; vollständige 3D-Karte; schnelles Überfliegen eines Gebiets
- Vertikale Auflösung im Subnanometerbereich auf glatten Oberflächen
- Einschränkung: Schwierigkeiten auf steilen, transparenten oder sehr glänzenden Oberflächen
- Grenze: Flächen-Sa ist numerisch nicht gleich Profil-Ra
Welche Methoden gibt es zur Messung der Oberflächenrauheit?
Es gibt drei praktische Familien. Kontaktprofilierung wird mit einem Stift über die Oberfläche gezogen und ist die nachverfolgbare Standardeinstellung für Ra und Rz. Berührungslose optische Methoden wie die konfokale Mikroskopie, die Weißlichtinterferometrie und die Fokusvariation nutzen Licht, um die Oberfläche zu vermessen und flächenhafte Karten zu erstellen, ohne sie zu berühren.
Vergleich Die Methoden nutzen einen taktilen/visuellen Rauheitskomparator für eine schnelle Abschätzung, wenn kein Messgerät zur Hand ist; die zugrunde liegenden optischen Topographieverfahren sind in Patenten wie beispielsweise gut dokumentiert. US 4,340,306 auf der Phasenverschiebungsinterferometrie. Die Rasterkraftmikroskopie liegt darüber hinaus für die Nanometerforschung.
Wie man die Oberflächenrauheit Schritt für Schritt misst
 5")
Eine gültige Rauheitsmessung erfordert sechs Schritte und ist nicht mit einem einzigen Tastendruck zu erreichen. Fehlt die Kalibrierung oder die Ausrichtung der Oberfläche, ist der Messwert wertlos. Dies ist die Standardmethode zur Messung der Oberflächenrauheit mit einem tragbaren oder stationären Tastschnittgerät. Der Tastkopf bewegt sich mit konstanter Geschwindigkeit über die Oberfläche, und die gemessene Profilrauheit wird in Ra umgerechnet.
Bei Einhaltung dieser Reihenfolge kann die Rauheit zweimal auf die gleiche Weise gemessen werden; bei falscher Reihenfolge driftet der Rauheitsmittelwert mit dem Bediener.
- ✔1. Reinigen Sie die Oberfläche. Wischen Sie Öl, Späne und Staub ab, denn ein einzelnes Partikel wird als Peak erfasst und erhöht den Rz-Wert.
- ✔2. Kalibrierung anhand eines Referenzmusters. Überprüfen Sie das Messgerät anhand eines rückführbaren Rauheitsnormales (z. B. eines NIST SRM 2073a-Typenprobe) vor der Schicht.
- ✔3. Den Parameter einstellen. Vergleichen Sie die Zeichnung mit Ra, Rz oder Rsk. Die Messung von Ra, wenn in der Zeichnung Rz angegeben ist, führt zu einem stillen Fehler.
- ✔4. Wählen Sie den Grenzwert (λc). Wählen Sie es aus dem erwarteten Ra (siehe Auswahlfeld unten) – dies legt die Abtast- und Auswertungslänge fest.
- ✔5. Senkrecht zur Schlagrichtung ausrichten. Messen Sie quer zu den Werkzeugspuren, nicht parallel zu ihnen. Messungen entlang der Bearbeitungsrichtung können einen 2- bis 3-mal glatteren Wert anzeigen als den tatsächlichen.
- ✔6. Durchqueren Sie die Strecke und nehmen Sie dann mehrere Messwerte auf. Führen Sie die vollständige Auswertung durch (fünf Abtastlängen) und mitteln Sie mehrere Positionen; die Oberflächen sind nicht einheitlich.
Ein Standard-Stift verwendet eine 2 µm Spitzenradius bei einer Kraft von etwa 0.75 mN (gemäß ISO 3274; Standardeinstellungen der Mitutoyo Surftest-Klasse); für gröbere Oberflächen wird eine 5 µm / 4 mN Spitze verwendet. gerutscht Das Messgerät legt einen Gleitkörper auf die Oberflächenspitzen und filtert Unebenheiten mechanisch heraus; es ist praktisch in der Werkstatt, kann aber bei welligen oder gekrümmten Teilen zu niedrige Messwerte liefern. ohne Kufen Die Messlehre läuft auf einem internen Präzisionsbezugspunkt und ist für Rz-, Rsk- und rückführbare Arbeiten erforderlich. Auch die Vorschubgeschwindigkeit ist wichtig: Ist sie zu hoch, rundet der Taststift scharfe Kanten ab.
„Es ist durchaus möglich, eine einzelne Rauheit mit zwei verschiedenen Methoden zu messen und unterschiedliche Ergebnisse zu erhalten. Die Anwendung von ISO-Methoden liefert nicht immer die besten oder geeignetsten Ergebnisse. Bei der Angabe von Rauheitsinformationen ist es daher stets ratsam, möglichst detaillierte Informationen über die Messmethode, die verwendeten Werkzeuge und die angewandten Parameter bereitzustellen.“
Universität Southampton, Rauheitsmessung: Ein Leitfaden (Maschinenbau)
Die Grenzlängenstufe, die bei den meisten Messungen falsch berechnet wird
 6")
Die Grenzfrequenz (λc) ist die Wellenlänge des Filters, die Rauheit von Welligkeit trennt. Sie wird anhand des erwarteten Ra-Werts und nicht anhand der Bauteilgröße ausgewählt. Eine falsche Wahl führt zu einer Verschlimmerung der Messung: Eine zu große Grenzfrequenz führt dazu, dass Welligkeit in den Ra-Wert einfließt, eine zu kleine filtert die tatsächliche Rauheit heraus. Diese Einstellung ist der Grund, warum ein Bauteil bei einem Messgerät innerhalb der Ra-Toleranz liegen, bei einem anderen jedoch nicht. Diese Standard-Klassifizierungsskala stammt aus ISO 4288 (übernommen in ISO 21920-3) für nicht-periodische Profile, wie sie bei den meisten Bearbeitungsprozessen entstehen.
| Erwarteter Ra-Wert (µm) | Grenzfrequenz λc (mm) | Probenlänge (mm) | Auswertungslänge (mm) |
|---|---|---|---|
| > 0.006 bis 0.02 | 0.08 | 0.08 | 0.4 |
| > 0.02 bis 0.1 | 0.25 | 0.25 | 1.25 |
| > 0.1 bis 2 | 0.8 | 0.8 | 4 |
| > 2 bis 10 | 2.5 | 2.5 | 12.5 |
| > 10 bis 80 | 8 | 8 | 40 |
Standardwerte, wenn nichts angegeben ist: Ra, 5 Abtastlängen, 0.8 mm Grenzfrequenz, 300:1 Bandbreite. Quelle: ISO 4288 Auswahltabelle.
Beispielrechnung: Ein Werkstück, das mit einem Vorschub von 0.1 mm/U und einem Eckenradius von 0.8 mm gedreht wird, hat eine theoretische Bodenrauheit Ra von ungefähr f²/(31.2·r) = 0.1²/(31.2 × 0.8) ≈ 0.4 & mgr; mDer tatsächliche Ra-Wert ist aufgrund von Aufbauschneiden, Vibrationen und Werkzeugverschleiß höher, aber 0.4 µm liegt im Bereich „0.1 bis 2 µm“, daher würde man ihn mit einer Abschneidegrenze von 0.8 mm über eine Auswertelänge von 4 mm messen. Vorschubgeschwindigkeit und Nasenradius und das erreichbare Ra und damit auch der korrekte Grenzwert verschiebt sich mit ihm.
Nein. Genauigkeit ergibt sich aus dem korrekten Grenzwert, nicht aus einer längeren Messstrecke. In Metrologieforen führen Maschinenbauer immer wieder „rätselhafte“ Abweichungen bei der Oberflächenrauheit (Ra) auf einen zu großen Grenzwert zurück, der zu Unebenheiten in der Oberfläche führte und dadurch Wellen in die Messwerte einfließen ließ. Legen Sie zunächst λc anhand des erwarteten Ra-Wertes fest; die Auswertungslänge ergibt sich dann aus dem Fünffachen des Grenzwerts.
Typische Oberflächenrauheit je nach Bearbeitungsverfahren (Schleifen, Drehen, Erodieren, Fräsen)
 7")
Bevor Sie einem gemessenen Ra-Wert vertrauen, überprüfen Sie ihn anhand der realistisch erreichbaren Werte des jeweiligen Prozesses. Die folgende Tabelle gibt typische Ra-Werte für gängige Prozesse an und ist sowohl für die Wahl des Bearbeitungsverfahrens als auch zum Erkennen physikalisch unmöglicher Messwerte hilfreich (eine gedrehte Bohrung erreicht beispielsweise keinen Ra-Wert von 0.05 µm). Die angegebenen Bereiche basieren auf Daten aus der Fertigungsmethode gemäß ASME B46.1 und validierten Bearbeitungsdaten; die Untergrenzen hängen von Werkzeugen, Material und Steifigkeit ab.
| Prozess | Typischer Ra-Wert (µm) | Notizen |
|---|---|---|
| Läppen | 0.012-0.1 | Spiegelglanz-Oberflächen, Messblöcke |
| Honig | 0.025-0.4 | Bohrungen, Plateau-Oberflächen zum Abdichten |
| Präzisionsschleifen | 0.1-1.6 | 0.1–0.8 typisch; Dicht-/Lagerflächen |
| EDM (Senkerodieren) | 0.4-3.2 | Durch Funkenenergie eingestellt |
| CNC-Drehen | 0.4-6.3 | Angetrieben durch Vorschub und Nasenradius |
| Fräsmaschinen | 0.8-6.3 | 3.2 µm Ausgangswert (im Bearbeitungszustand) |
| Bohren | 1.6-6.3 | Bohrwände |
| Sägen | 1.6-25 | Materialabtrennung, Vorbearbeitung |
Das Material verändert den Boden: Eine duktile Legierung, die sich an der Kante aufbaut, ergibt eine rauere Oberfläche als der gleiche Schnitt in Gusseisen, während gummiartige Sorten wie weiche Aluminium or rostfreier Stahl Oft ist ein abschließender Anflug nötig, um einen niedrigen Ra-Wert zu erreichen. Wenn ein einzelner Dreh- oder Bodenvorgang das Ziel nicht erreichen kann, ist Präzision die realistische Vorgehensweise. Schleifgeräte oder eher Honen als immer feineres Drechseln.
Was ändert sich in der Oberflächenmesstechnik (ISO 21920 und Flächenmessung/Flächenberechnung)?
 8")
Wenn Ihre Zeichnungen noch ISO 4287, ISO 4288 oder ISO 1302 zitieren, beziehen sie sich auf zurückgezogene Normen. Die Einhaltung dieser Normen ist eine Aufgabe, die Sie einplanen sollten, und kein Markttrend, den Sie beobachten sollten. Im Dezember 2021 ISO 21920-Serie wurde formell durch ISO 4287, ISO 4288, ISO 1302 und Teile von ISO 13565 für die Oberflächenbeschaffenheit von Profilen ersetzt.
Bekannte Parameter (Ra, Rz, Rsk) bleiben erhalten, Symbolregeln, Standardkonventionen und einige Definitionen haben sich jedoch geändert. Praktische Maßnahme: Überprüfen Sie Ihre Zeichnungsvorlagen und Prüfberichte auf Verweise auf alte Normen und aktualisieren Sie die Angaben, sobald Teile überarbeitet werden. Ein Prüfbericht, der eine zurückgezogene Norm zitiert, ist ein potenzieller Prüffehler. In regulierten Branchen wie der Automobilindustrie, in denen eine Dichtungs- oder Steuerfläche eine funktionale EN-ISO-Angabe trägt, ist die Bewertung der Oberflächenqualität anhand der aktuellen Norm Teil der Abnahme. Oberflächeneigenschaften wie die Schrägstellung werden zunehmend neben Ra in der Zeichnung aufgeführt.
Ein zweiter Wandel vollzieht sich von der 2D-Profil- zur Flächenmessung. Die Profilrauheit Ra misst eine einzelne Linie; die Flächenparameter Sa und Sq gemäß ISO 25178 erfassen die gesamte Oberfläche und beschreiben Texturen (geschliffene Plateaus, lasertexturierte Dichtungen, additiv gefertigte Oberflächen), die mit einer einzelnen Messung nicht erfasst werden können. Neue Kalibrierungsrahmen wie ISO 25178-600/-700 und der Interferometrie-Instrumentenstandard von 2025 fördern die berührungslose optische und sogar Inline-Messtechnik für die Fertigung hochwertigerer Produkte. Die Flächenmessung ist kein Ersatz für Ra bei routinemäßig bearbeiteten Teilen, sondern das Mittel der Wahl, wenn die Funktion von der Form der Textur und nicht nur von ihrer durchschnittlichen Höhe abhängt. (Der Markt für Messgeräte wächst zwar mit etwa zehn Prozent pro Jahr, der eigentliche Treiber ist jedoch die Änderung der Standards und die Hinwendung zu funktions- und formabhängigen Spezifikationen.)
Häufig gestellte Fragen
Wie wird die Oberflächenrauheit (Ra) berechnet?
Antwort anzeigen
Wie wird Rz berechnet und wie unterscheidet es sich von Ra?
Antwort anzeigen
Was sind die Einheiten von Ra?
Antwort anzeigen
Wie messe ich eine Oberflächenrauheit von 0.8 µm (Ra 32)?
Antwort anzeigen
Kann ich die Oberflächenrauheit ohne Profilometer messen?
Antwort anzeigen
Wie beeinflusst die Oberflächenrauheit die Bauteilleistung?
Antwort anzeigen
Warum wir das geschrieben haben
Als Hersteller von CNC-Dreh-, Fräs- und Schleifmaschinen erlebt ANTISHICNC wöchentlich dieselben Probleme mit der Oberflächengüte: Ein Ra-Wert, der bei einem Messgerät als akzeptabel, bei einem anderen jedoch als nicht akzeptabel eingestuft wird, lässt sich fast immer auf die Schnittlänge oder die Ausrichtung der Werkstücke zurückführen. Dieser Leitfaden fasst die Normen (ISO 21920, ISO 4288, ASME B46.1) und die praktische Vorgehensweise zusammen, sodass die Oberflächengütespezifikation zweimal einheitlich gemessen wird. Geprüft vom technischen Team von ANTISHICNC.
Ähnliche Artikel
- Vorschubgeschwindigkeit und Schnittgeschwindigkeit: Wie Vorschubgeschwindigkeit und Düsenradius die erreichbare Oberflächenrauheit (Ra) bestimmen.
- Bearbeitung von Edelstahl, Oberflächenbearbeitungsstrategien für eine niedrige Oberflächenrauheit (Ra)
- Präzisionsschleifmaschinen, die Oberflächengüten im Submikrometerbereich erreichen
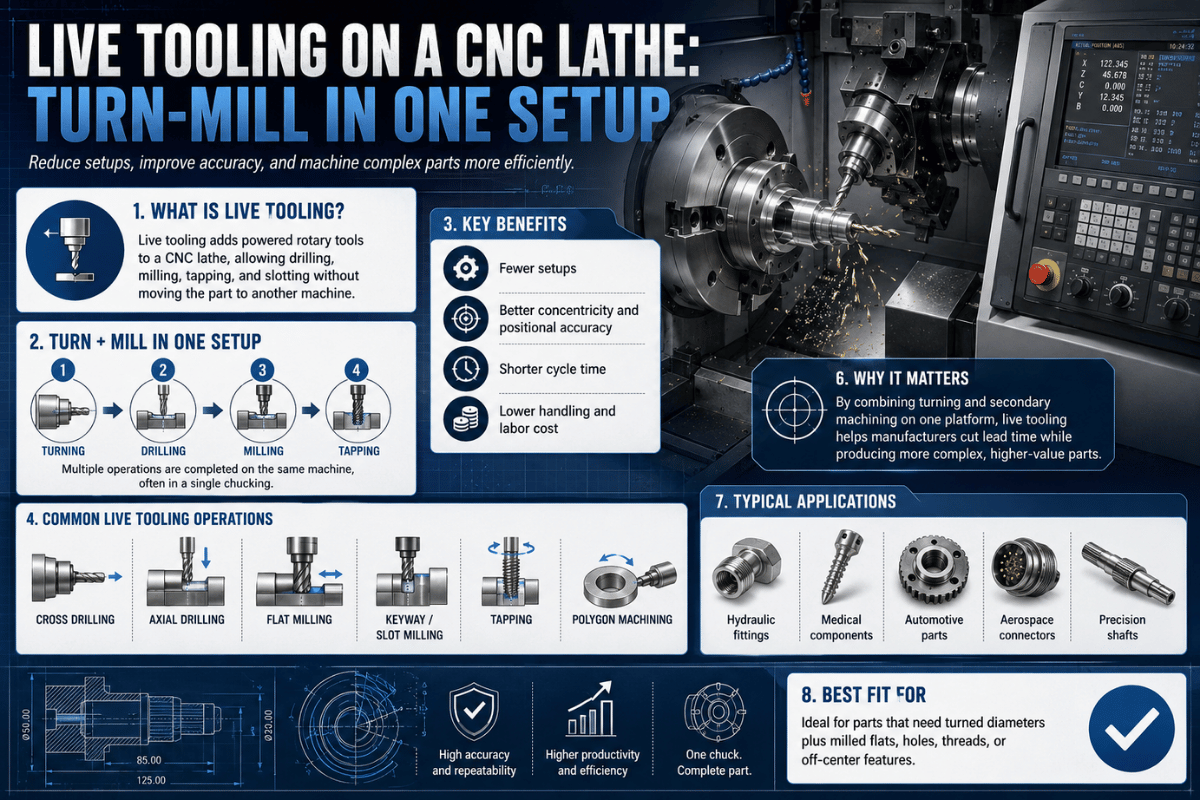
- Drehmaschinen mit angetriebenen Werkzeugen, Drehen und Fräsen in einer Aufspannung
Referenzen & Quellen
- SRM 2073a RauheitskalibrierungsprobeNationales Institut für Standards und Technologie (NIST)
- Leitfaden für bewährte Verfahren Nr. 37: Oberflächentexturmessung mit einem TastschnittgerätNationales Physikalisches Labor (NPL)
- ASME B46.1-2019: Oberflächenbeschaffenheit (Rauheit, Welligkeit, Oberflächenstruktur)ASME/ANSI
- ISO 1302:2002 GPS, Anzeige der OberflächenstrukturInternational Organization for Standardization
- Rauheitsmessung: Ein LeitfadenUniversität Southampton, Ingenieurwesen
- Oberflächenqualität verstehen: Mehr als nur die mittlere Rauheit (Ra)ASEE
- ISO 25178-603:2025, Flächeninterferometer mit PhasenverschiebungISO