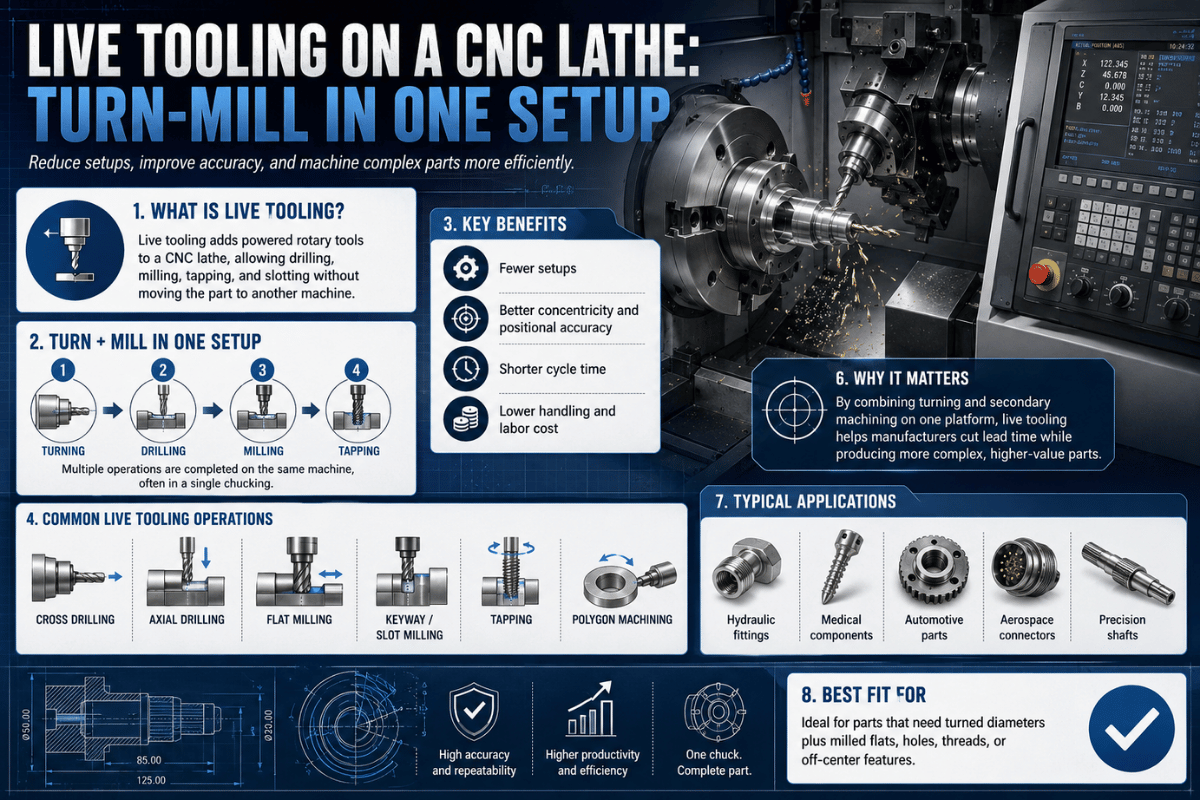
A live tooling lathe is a CNC lathe whose turret carries powered, rotating tools driven by the machine control, so one machine can mill flats, drill cross-holes, and tap threads while the part stays clamped in the chuck. Instead of moving a turned part to a separate Fräse for its off-axis features, the lathe finishes it in a single setup. That one idea, driven tools in the turret, is what separates a plain turning machine from a true mill-turn, and it’s why “done-in-one” has become the phrase shops chase.
This guide explains what live tooling actually is, how the C-axis and Y-axis make it work, the holder interfaces you’ll be quoted on, what you can make in a single chucking, and how to decide whether the capability earns its price.
Quick Specs: Live Tooling Lathe at a Glance
| Was es ist | CNC lathe with driven (powered) rotating tools in the turret |
| Core enabling axes | C-axis (spindle positioning and indexing) + Y-axis (off-center features) |
| Holder interfaces | VDI (DIN 69880, shanks 16–80 mm) or BMT base-mount |
| Typical live-tool speed | ~3,000–6,000 rpm at the driven station (machine-dependent) |
| Live-tool power | ~3.7 kW to 7.5 kW; C-axis resolution near 0.001° |
| Typical Y-axis travel | ±52 mm (machine-dependent); bar capacity to ~65 mm |
| Am besten geeignet, | Turned parts with cross-holes, flats, slots, hex/spline forms |
What Is a Live Tooling Lathe?

On a standard CNC lathe, the turret hold fixed, or static, tooling, indexable turning inserts, boring bars, drills on centerline. The spindle spin the workpiece; with static tooling the tools themselves don’t rotate. A live tooling lathe adds a power drive inside the turret so selected stations spin their own tool. Milling cutters, drills, or taps now turn at their own speed while the main spindle hold the workpiece still or indexes it to an angle.
Training programs describe it consistently: live tooling “is driven by the CNC control and the turret” on CNC lathes to perform milling, drilling, and tapping. Massachusetts’ state advanced-manufacturing framework even lists “set up live tooling on a CNC mill/turn center” as a named competency, and college diploma tracks such as Lakeshore College’s CNC Automation Technician program teach “CNC turning with live tooling” as its own operation. If you want a refresher on the turning fundamentals underneath all this, the Erie Institute of Technology’s CNC turning primer is a clean starting point.
What you gain is structural, not cosmetic: features that used to need a second machine and a second setup get cut where the workpiece already sit. Skip live tooling and every cross-hole or flat becomes a separate milling setup, often 10–15 min of extra handling per part, plus the risk of lost location because the workpiece has to be unclamped and re-fixtured. Fewer handoffs means fewer chances to lose location between operations.
Live Tooling vs. Live Center vs. Static Tooling

Here’s the single most common mix-up in this corner of the shop, call it the Two-L Mix-Up. “Live tooling” and “live center” share a word and nothing else. Search data shows it plainly: “live center” pulls roughly 1,300 monthly searches against about 140 for “live tooling,” and Google’s own People-Also-Ask pairs them as if they were related questions.
Demgegenüber a Live-Center is a passive, bearing-supported point that sits in the tailstock and steadies the free end of a long part, a staple of CNC-Drehen setups. It doesn’t cut anything, it just spins freely with the work so it doesn’t burn. Live-Werkzeuge is a driven cutter in the turret that does cut. Static (fixed) tooling is a turret tool that cuts but doesn’t rotate. Three different jobs, two of them confusingly named.
| Artikel | Does it rotate & cut? | Mounted where | Job |
|---|---|---|---|
| Live tooling (driven tool) | Yes — powered cutter | Turret station | Mill, drill, tap off the turning axis |
| Static (fixed) tooling | Cuts, does not rotate | Turret station | Turn, bore, on-center drill |
| Live Center | Spins freely, does not cut | Reitstock | Support the free end of a long part |
When a spec sheet says “live tooling,” it means driven cutters. When it says “live center,” it means tailstock support. A machine can have both, neither, or one — never assume the price line for one covers the other.
How Driven Tools Work: C-Axis, Y-Axis, and the Sub-Spindle

Driven tools only become useful when the machine can aim them, and three pieces of architecture do that. The C-Achse indexes or rotates the main spindle to a precise angle; the Y-Achse moves the turret off the part centerline to reach features that miss the middle; and the Gegenspindel grabs the finished end so the back of the part gets worked in the same cycle.
On a multi-axis mill-turn, the C-Achse turns the main spindle into a controlled rotary axis. Instead of just spinning, the spindle can index the workpiece to a precise angle (say, every 60° for a hex) or interpolate smoothly while a driven tool cut. That C-axis indexing is how you drill a bolt circle on a face or mill a slot along a diameter. Meanwhile, the Y-Achse moves the turret perpendicular to the part centerline, which lets a driven tool reach features that are off-center, a flat that isn’t on the axis, or a hole that doesn’t point at the middle. Finally, the Gegenspindel (a second, opposed spindle) grabs the finished end so the back of the part can be worked too, sending a complete part out the door in one cycle. In practice, a machinist milling a keyway on a 25 mm shaft indexes the C-axis to lock the angle first, because skipping that step risks a slot that wanders off-location and scraps the part, the kind of mistake that turns a 2 min feature into an hour of rework.
A quick word on programming driven tools
Driven-tool work shows up in the program as live-tool M-codes (spindle-style on/off and speed for the turret drive) plus C-axis positioning. For round-feature milling around the part, controls use polar interpolation (often G12.1/G112), which lets you program in normal X/Y terms while the machine maps the motion to C and X. If you’re new to the code side, our reference on the CNC G-code and M-code list covers the modal groups these cycles live in. As a concrete example, milling a 20 mm flat on a 30 mm bar: index the C-axis to 0°, bring the driven end mill to depth, then feed in Y across the flat, the spindle never spins during the cut, it only holds position.
Live Tool Holders and Interfaces: BMT vs. VDI

When you buy or tool up a live tooling lathe, the first real decision is the holder interface, how driven tools clamp into the turret. Two systems dominate, and the choice is about rigidity and change time, not just cost. Call it the BMT-vs-VDI Interface Split.
VDI holders use a cylindrical shank that drops into the turret bore and locks with a serrated rack; the system is standardized as DIN 69880 with shank sizes from VDI 16 up to VDI 80. They change fast and cost less. BMT (base-mount turret) holders bolt to a flat, keyed face on the turret disk, which gives a stiffer, more repeatable mount for heavier driven cuts. Machinists who have run both are blunt about the trade: one veteran who spent ten years on VDI noted that every drill and live tool needed individual alignment, while BMT “provides far better clearance than any other turret, bar none.”
| Funktion | VDI (DIN 69880) | BMT (base-mount) |
|---|---|---|
| Montage | Cylindrical shank into turret bore | Bolted to keyed turret face |
| Steifheit | Good for light–medium cuts | Higher; favored for heavy driven milling |
| Werkzeugwechsel | Faster swaps, lower holder cost | Slower (bolts), but very repeatable |
| Shank/size system | VDI 16, 20, 25, 30, 40, 50, 60, 80 mm | BMT 45, 55, 65, 75 (turret-specific) |
Interface standard: DIN 69880 (VDI). Field rigidity comparison: machinist practitioner reports.
Beyond the interface, watch the holder details that decide real capability: a radial tool versus an axial tool (which way the cutter points), whether angle heads are available for compound features, internal coolant through the tool, and the drive gear ratio that sets the maximum live-tool speed. Whichever interface you pick, the turret and its driven tools are part of the turning machine covered by the ISO 23125 safety standard. Holder makers such as Eppinger and Lyndex-Nikken, and machine builders like Haas and Mazak, all publish driven-head ratings for speed, torque, and through-coolant, and a head rated for 6,000 rpm and around 3.7 kW with through-coolant is a different animal from a basic 3,000 rpm radial head.
What You Can Make in One Setup: 10 Driven Operations

Live tooling earns its keep through consolidation: Six Ops, One Chucking. Parts that would otherwise bounce between a lathe and a mill get their turned and non-turned features in a single hold. Below, the operation-to-axis map covers most driven-tool work; each row would otherwise be a separate milling setup on a 30 mm shaft or valve body, with more handling and the risk of a burr where a cross-drill breaks through at 3,000 rpm.
| Produktion | Driven tool | Axis used | Example feature |
|---|---|---|---|
| Mill flats | Schaftfräser | C (+Y off-center) | Wrench flats on a shaft |
| Cross-drill | Drill (radial) | C | Through-hole across a boss |
| Radial tap | Tap (radial) | C | Set-screw hole |
| Slot / keyway | Schaftfräser | C or Y | Keyway along a diameter |
| Mehrkantdrehen | Driven cutter, synced | C + spindle | Hex on a turned blank |
| Rotationsräumen | Wobble broach | C + Z | Internal hex / Torx form |
| gravieren | Engraving cutter | C + Y | Part number on a face |
| Gewindefräser | Gewindefräser | C + X/Z | Large or special-pitch thread |
| Hex / square | End mill / broach | C (+Y) | Drive form on a fitting |
| Off-center bore | Drill / boring tool | Y | Hole parallel to but off the axis |
What is rotary broaching on a lathe?
Rotary broaching (also called wobble broaching) is how a live tooling lathe cuts internal non-round shapes, hexagon, square, Torx, and splines or serrations (involute spline forms follow DIN 5480), without a second operation. The broach holder sits at a 1° angle to the part centerline and free-spins on a bearing.
As it’s pushed into a pre-drilled hole, the part rotate synchronously and the tool’s leading edge “wobbles” in and out of the cut like a cam, so only one point engages at a time. According to Production Machining’s Rotary Broaching 101, the technique needs about 80% less force than form punching and “has become the method of choice on Swiss-type machines, CNC lathes and machining centers because it eliminates a secondary operation.” Typical speeds run 1,500–3,000 rpm, and the tool wants to be on center within about 0.0008 inch. The wobble principle itself is old enough to have its own “wobble drive” patent (US2940324A), which describes converting rotary motion into the offset, reciprocating action the broach relies on.
“We love the fact that we don’t have to center these heads. They don’t take any more time to set up than drills.”
Brian Baxter, Swiss Machinist, Astro Medical Devices (via Production Machining)
At that shop, switching to a pre-centered rotary broach head cut broach setup time by about 78% — a clean illustration of why driven tooling is judged on setups removed, not just cuts made.
Turret Lathe, Mill-Turn, Turning Center: Naming Decoded

The machine names in this space are a moving target, and salespeople don’t always agree. Here’s a capability ladder that places each class by what it can actually do, whether it has driven tools, and which axes it carries.
| Maschinenklasse | Driven tools? | Typische Achsen | Am besten geeignet, |
|---|---|---|---|
| Engine lathe (manual) | Nein | X, Z (manual) | One-offs, repair turning |
| Revolverdrehmaschine | Nein | X, Z. | Repeat turning, many tools |
| CNC turret lathe | No (turning only) | X, Z. | Volume OD/ID turning |
| CNC-Drehzentrum | Optional | X, Z (±C) | Turning, sometimes light driven work |
| Live-tool turning center | Ja | X, Z, C | Turned parts with cross-features |
| Mill-turn (Y-axis) | Ja | X, Z, C, Y | Off-center milling, complex parts |
| Multitasking (B-axis) | Yes (mill spindle) | X, Z, C, Y, B | 5-sided done-in-one |
| Twin-spindle lathe | Ja | X, Z, C (×2) | Front + back work, no re-fixture |
| Schweizer Drehmaschine | Ja | X, Z, C, Y (±B) | Small, slender precision parts |
| Vertical turret lathe (VTL) | Optional | X, Z (±C) | Large-diameter heavy parts |
In practice, “live tooling lathe,” “mill-turn,” “turn-mill center,” and “live-tool turning center” all describe the same core idea at different axis counts; add a second, opposed spindle and it becomes a dual-spindle (twin-spindle) machine, while the small-part specialist version is the Swiss lathe. You can compare the broader family on our Metalldrehmaschine overview, and see a specific build on the CNC-Drehmaschine
Do Swiss machines have live tooling?
Yes, most modern Swiss-type lathes carry live tooling, and many add Y- and B-axis driven heads. Swiss machines are built for small, slender parts cut near a guide bushing, and driven tools let them finish hex drives, cross-holes, and flats in the same cycle. In fact, rotary broaching became popular on Swiss-type machines first, precisely because those parts couldn’t afford a second setup.
Is a Live Tooling Lathe Worth It?

Driven tooling adds cost, to the machine, the holders, and the programming. Whether it pays back comes down to your part mix. Use the One-Setup Break-Even Window: live tooling wins when the setups and handling it removes are worth more than the premium it adds, compared with running a lathe plus a separate VMC (vertical machining center).
- One setup instead of lathe + mill, setup reduction, less handling, fewer fixtures
- Location held between turned and milled features (better true position)
- Shorter lead time; parts can run lights-out with a bar feeder
- Removes whole secondary operations (e.g., rotary broaching a hex)
- Higher machine + holder cost; live-tool heads aren’t cheap
- Driven stations are less rigid than a dedicated mill for heavy cuts
- Mill-turn programming has a steeper learning curve
- Wasted money on simple OD/ID-only parts that never need it
Here’s a back-of-envelope break-even: suppose a part currently needs one extra milling setup at 12 minutes of handling and queue time per piece, and you run 4,000 pieces a year. That’s 800 hours of non-cutting time the live tooling lathe can erase. If your loaded shop rate is, say, $60/hour, the removed handling alone is worth roughly $48,000 a year, which is the number to weigh against the live-tooling premium and any cycle-time difference. Flip it around and the rule still holds: if your work is plain shafts and bushings with no cross-features, the premium buy you nothing.
Count the cross-features, not the parts. A shop running thousands of plain bushings gains little; a shop running a few hundred valve bodies with cross-holes and flats often justifies live tooling on a single high-mix job. For where machine price sits, see our breakdown of CNC lathe machine price.
How to Choose and Spec a Live Tooling Lathe

When you sit down to quote a live tooling lathe, the spec sheet, not the brochure, decides what the machine can really do. Work through the 7-Point Driven-Station Spec Sheet below so two quotes are actually comparable: it pins down driven-station count, live-tool rpm and power, holder interface, Y-axis travel, and whether a sub-spindle is fitted.
- Driven stations: how many turret positions can take live tools (not just total stations)
- Live-tool speed & power: max rpm (often 5,000–6,000 rpm) and 3.7–7.5 kW at the driven head (sets what you can mill/tap)
- Holder interface: VDI (DIN 69880) or BMT, and the size
- Y-Achsenweg: present or not, and how much (off-center reach)
- Gegenspindel: for back-working and part-complete cycles
- Bar capacity, bar diameter and feeder compatibility for lights-out running
- Control and CAM, does your CAM post support this machine’s mill-turn cycles
As a machine builder, we tune those numbers to the part family rather than the spec-sheet headline. On our own driven-turret turning centers, the levers customers ask about most are the number of live stations, the live-tool speed at the head, and whether a Y-axis and sub-spindle are fitted, because those four decide whether a part truly finishes in one chucking. Having a turret full of stations means little if only two are driven and the head tops out below the rpm your tap or small end mill needs. This is where shops get burned: spec the wrong driven-head rpm and a small tap simply stalls in the hole, while over-speccing a Y-axis you never use wastes budget on a 6,000 rpm head that mills nothing off-center. The trade-off is real, because every driven station and axis adds cost. Match the driven-tool speed to your smallest cutter, then confirm the holder interface and CAM post before signing. For setting the actual cutting numbers once the machine lands, our guide to Vorschübe und Geschwindigkeiten applies to driven tools too, and material matters, whether you’re Bearbeitung von Aluminium or Edelstahl bearbeiten.
One myth worth retiring here: you don’t always need a Y-axis to benefit from live tooling. Combining a C-axis with radial driven tools already handles cross-drilling, radial tapping, and on-center slots, and plenty of shops run live-tool work on machines with no Y-axis at all. That Y-axis earns its cost only when features sit off-center or when you want the cleaner finish that linear interpolation give. Buying Y “just in case” on simple cross-feature work is a common over-spec.
Industry Outlook: Where Mill-Turn Is Heading

Momentum behind live tooling isn’t really a “market will grow” story, it’s a labor-and-setup story. Skilled machinists are scarce, and every part that finishes in one setup is a part that didn’t need a second operator, a second machine, and a second chance to scrap it. That’s the structural reason mill-turn keeps pushing from specialty shops into general job shops, and it’s reinforced as mill-turn CAM (for example, Mastercam’s 2026 lathe and mill-turn updates) lowers the programming barrier that used to gate the capability.
The demand data backs the direction. According to AMT’s US Manufacturing Technology Orders report, 2025 machinery orders reached $5.74 billion, 22.5% above 2024, and AMT’s economists tie the growth explicitly to “increased demand for automation,” exactly the single-setup, run-unattended capability that driven tooling enables. As context, broader multi-tasking machine-tool market estimates sit in the mid-single-digit annual growth range, but the order book is the sharper signal. Safety expectations are keeping pace too: the turning-machine safety standard ISO 23125 covers driven-tool turning machines and is under revision, so newer builds are being designed around current guarding rules.
For a buyer in 2026, the move is straightforward: if your quoting mix is trending toward higher-mix, lower-volume parts with cross-features, plan your next machine purchase around live tooling and a sub-spindle now, rather than buying a plain turning center and bolting on capability later at a worse price.
Häufig gestellte Fragen
Q: What is live tooling on a lathe?
Antwort anzeigen
Q: What’s the difference between live tooling and a live center?
Antwort anzeigen
Q: Do you need a Y-axis for live tooling?
Antwort anzeigen
Q: Do Swiss machines have live tooling?
Antwort anzeigen
Q: Can you add live tooling to an existing lathe?
Antwort anzeigen
Q: How much does a live tooling lathe cost?
Antwort anzeigen
Referenzen & Quellen
- Advanced Manufacturing Standards & SkillsMassachusetts Department of Elementary & Secondary Education
- CNC Automation Technician Program (2025–2026)Lakeshore College
- Eine Einführung in das CNC-DrehenErie-Institut für Technologie
- US2940324A, Wobble DriveGoogle Patente
- ISO 23125, Machine tools, Safety, Turning machinesInternational Organization for Standardization
- U.S. Manufacturing Technology Orders, December 2025AMT, The Association For Manufacturing Technology
- Rotary Broaching 101Fertigungsbearbeitung
Warum wir diesen Leitfaden geschrieben haben
We build CNC lathes and driven-turret turning centers, so the spec choices in this guide, driven station count, live-tool speed, VDI versus BMT, Y-axis and sub-spindle, are the same ones we walk customers through before a live tooling lathe ships. We’ve kept the framing builder-side and pointed every number back to a standard, a patent, an order report, or a shop’s own result. Reviewed by the ANTISHICNC technical team.