Aggiornato a giugno 2026
Come misurare la rugosità superficiale è, in pratica, un flusso di lavoro disciplinato: si fa scorrere uno stilo o un sensore ottico su una superficie lavorata, si separa la trama fine dall'ondulazione e dalla forma con un filtro di taglio e si riporta un singolo parametro, quasi sempre RaLa rugosità superficiale è la media aritmetica, espressa in micrometri (µm) o micropollice (µin). Sembra semplice e il valore sullo strumento appare definitivo. In realtà, non lo è. Due misurazioni della stessa superficie possono differire notevolmente se la lunghezza di taglio, la direzione dello stilo o un parametro sono impostati in modo errato, e un pezzo può superare la tolleranza Ra ma comunque presentare perdite, grippaggi o usura. Una misurazione affidabile della rugosità superficiale dipende tanto dal sistema di misurazione e dalle relative impostazioni quanto dallo strumento stesso. Questa guida illustra i parametri di rugosità, gli strumenti di misurazione, la procedura passo passo e l'unico passaggio di filtraggio che la maggior parte delle misurazioni commette in modo errato, in modo che la comprensione e il controllo della rugosità superficiale diventino ripetibili anziché basati su supposizioni, sia che il pezzo abbia una superficie liscia o una delle superfici ruvide in prossimità di un taglio.
Specifiche rapidi
| Parametro più comune | Ra (rugosità media aritmetica), in µm o µin |
| Strumenti fondamentali | Profilometro a stilo a contatto; ottico senza contatto (confocale, interferometria, variazione di messa a fuoco) |
| Norme di governance | Serie ISO 21920 (2021, sostituisce ISO 4287/4288/1302); ASME B46.1-2019 |
| Punta tipica dello stilo | Raggio di 2 µm, forza di 0.75 mN (secondo ISO 3274) |
| Intervallo di cutoff (λc) | 0.08–8 mm, selezionato dal valore Ra previsto |
| Ancoraggio di conversione | 125 µpollici ≈ 3.2 µm; 63 µpollici ≈ 1.6 µm; 32 µpollici ≈ 0.8 µm |
Cos'è realmente la rugosità superficiale (rugosità, ondulazione e forma)
 1")
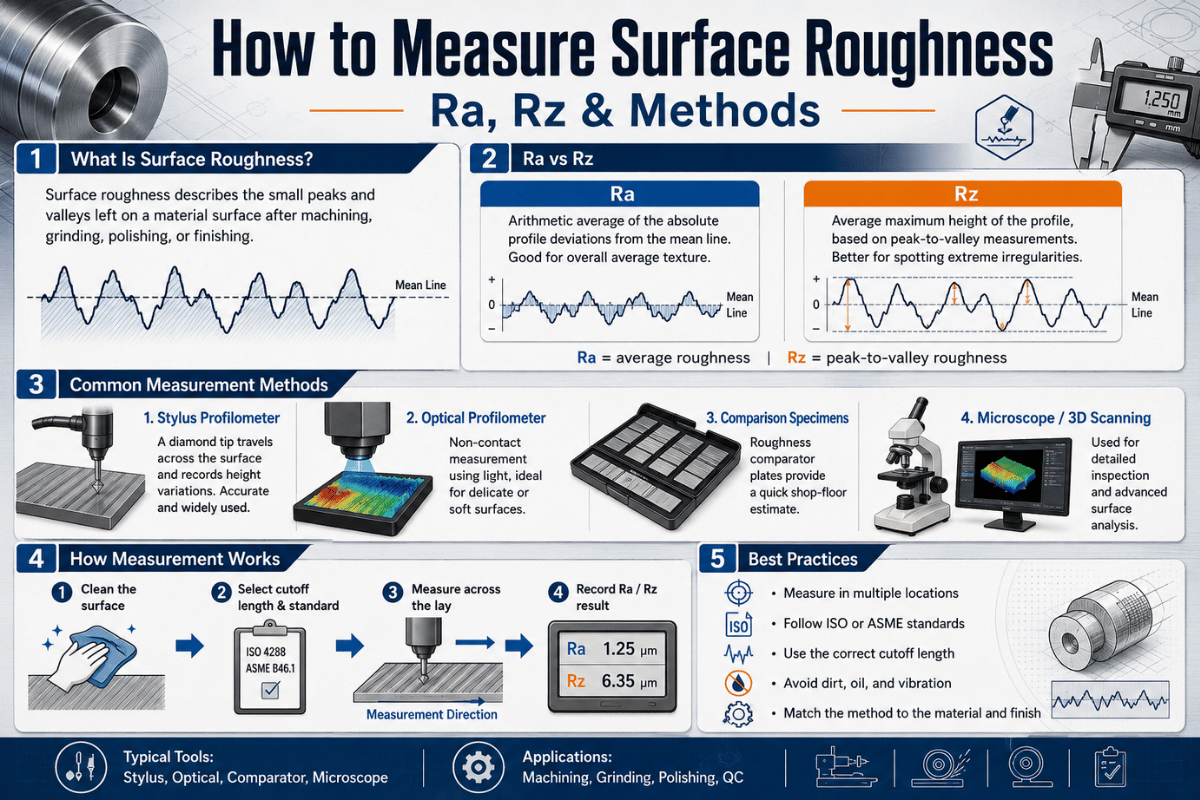
La rugosità superficiale si riferisce alle piccole creste e valli lasciate su una superficie dal processo di fabbricazione, quantificate come la deviazione verticale media del profilo reale da una linea media su una lunghezza di campionamento definita. La misurazione della rugosità superficiale cattura quanto la superficie reale si discosta dalla sua geometria ideale a lunghezze d'onda corte; comprendere la rugosità superficiale inizia considerandola come la deviazione di una superficie reale dalla sua forma ideale, non come un singolo grado di qualità.
È solo uno dei tre componenti di struttura della superficieLa geometria completa di qualsiasi superficie lavorata è costituita da una sovrapposizione di tre bande di lunghezza d'onda: modulo (la forma complessiva, la lunghezza d'onda più lunga), ondulazione (ondulazione a media lunghezza d'onda dovuta alle vibrazioni della macchina o a una mola non bilanciata), e asperità (i segni di lavorazione o di utensili con la lunghezza d'onda più corta). Ogni misurazione della rugosità isola la banda più corta e scarta il resto.
Questa separazione è fondamentale. Ogni profilometro cattura un profilo di superficie combinato, quindi un filtro elimina le lunghezze d'onda lunghe in modo che rimanga solo il profilo di rugosità; l'altezza del profilo dalla linea media è ciò che lo strumento trasforma in un numero per caratterizzare la superficie. Queste caratteristiche superficiali e le caratteristiche della superficie (le piccole irregolarità superficiali, o irregolarità sulla superficie, lasciate dall'utensile) sono esattamente ciò che una misurazione della rugosità quantifica. Come afferma la guida di metrologia dell'Università di Southampton, rugosità e ondulazione raramente si trovano isolate: "la maggior parte delle superfici è una combinazione di tutte e tre ed è consuetudine valutarle separatamente". Non esiste una lunghezza d'onda fissa in cui l'ondulazione diventa rugosità; il confine è stabilito dal cutoff scelto, motivo per cui due ingegneri possono misurare "la stessa" superficie e riportare numeri diversi. ASMEB46.1-2019La direzione dominante del disegno superficiale è un quarto descrittore che controlla l'orientamento dello strumento.
In pratica, questa discrepanza si fa sentire. Un macchinista in officina può scartare un albero rettificato perché la sua lettura Ra a 0.4 µm "non supera il valore", quando in realtà lo strumento includeva erroneamente le ondulazioni dovute all'usura di un cuscinetto del mandrino nel valore, mentre la rugosità era sempre entro le specifiche e l'errore costoso era dovuto al filtro di taglio, non al pezzo. Questa modalità di errore è comune proprio perché ogni filtro di lunghezza d'onda ISO (un filtro di taglio a 0.8 mm cattura contenuti diversi rispetto a uno a 2.5 mm) modifica il risultato, quindi separare correttamente le bande è fondamentale prima di potersi fidare di qualsiasi lettura della rugosità superficiale.
Parametri di rugosità superficiale: Ra, Rz, Rq e cosa nasconde Ra
 2")
Ra è la rugosità media aritmetica, la media delle deviazioni assolute del profilo di rugosità dalla linea media sulla lunghezza di valutazione, e Rz è l'altezza massima media, la media delle cinque distanze picco-valle più grandi sulle lunghezze di campionamento. Ra è stabile e facile da controllare, quindi domina i disegni; Rz è più sensibile a graffi e bave isolati e al picco più alto nella traccia. Ra è solo una media di ampiezza, che è il trucco: come tutti i parametri di ampiezza misura l'altezza verticale, ma scarta il shape del profilo. Due pezzi con diversi livelli di rugosità possono comunque richiedere lo stesso parametro, e due pezzi con lo stesso valore Ra possono avere una rugosità superficiale molto diversa in funzione. Abbinare il parametro al lavoro è ciò che trasforma un numero grezzo in una reale qualità della superficie; un'elevata rugosità non è automaticamente negativa, e un numero basso non è automaticamente positivo.
Due superfici possono condividere un Ra identico e comportarsi in modi opposti. Un foro cilindrico levigato a plateau (profonde valli che trattengono l'olio, picchi di appoggio piatti) e una superficie tornita affilata e appuntita possono entrambi avere un Ra di 0.4 µm, eppure uno sigilla e lubrifica e l'altro lacera una guarnizione. La differenza risiede in asimmetria (Rsk): un'asimmetria negativa indica una predominanza di valli (ottima per cuscinetti e ritenzione dell'olio), un'asimmetria positiva indica una predominanza di picchi (ottima per l'adesione, pessima per le guarnizioni). Se la funzione dipende da tenuta, cuscinetti o fatica, specificare Rsk o Rz insieme a Ra; Ra da solo non è sufficiente a distinguerli.
| Parametro | Cosa cattura | Ideale per |
|---|---|---|
| Ra | Deviazione media aritmetica dalla linea media | Controllo generale; gestione della maggior parte dei disegni e monitoraggio dei processi. |
| Rz | Media delle 5 altezze massime picco-valle | Superfici di tenuta, parti critiche per la fatica, rilevamento dei graffi |
| Rq (RMS) | Deviazione quadratica media (pesa maggiormente i picchi) | Superfici ottiche, analisi statistica |
| Rt | Altezza totale, singolo picco peggiore-valle lungo la lunghezza di valutazione | Spessore del rivestimento, percorsi di perdita, screening dei difetti |
| rsk | Asimmetria: asimmetria dominata dai picchi rispetto a quella dominata dalle valli | Cuscinetti, guarnizioni, lubrificazione, adesione della vernice |
Definizioni dei parametri secondo ISO 21920-2 / ASMEB46.1-2019.
Cosa ti dice Ra e cosa non ti dice?
Ra indica l'altezza media della texture, punto e basta. È riproducibile, insensibile a un singolo picco anomalo ed è utile per rilevare le variazioni graduali del processo durante una produzione; un inserto usurato o una mola intasata spingono Ra verso l'alto in modo costante man mano che si smussa.
Ciò che Ra non ti dice: se il profilo è ricco di picchi o di valli (asimmetria), quanto è alta la caratteristica singola peggiore (Rt/Rz), come è spaziata la texture (RSm) o in quale direzione si sviluppa (lay). Un perno di cuscinetto e una superficie di guarnizione possono avere la stessa indicazione Ra 0.4 µm e richiedere superfici reali completamente diverse. Considera Ra come un primo filtro, quindi aggiungi un parametro di forma o di valore estremo quando la funzione lo richiede.
Come leggere la dicitura relativa alla finitura superficiale (125, 32, 0.8 Ra)
 3")
Una dicitura relativa alla finitura superficiale come "0.8" o "Ra 0.8" indica una rugosità media aritmetica massima di 0.8 µm; una vecchia dicitura in unità imperiali come "32" indica 32 µin, che corrisponde alla stessa finitura. Se un disegno mostra solo un numero con il simbolo di spunta, si applica l'impostazione predefinita ISO: Ra, misurata con cinque lunghezze di campionamento e un cutoff di 0.8 mm.
Quel valore è il titolo, ma un completo ISO 1302 Il simbolo ISO 21920-1 può anche contenere la lunghezza del campionamento, il parametro (Ra vs Rz), un limite superiore e inferiore, il metodo di produzione, la direzione di avvolgimento e la tolleranza di lavorazione.
| Ra (μm) | Ra (µpollice) | Grado ISO (N) | Processo tipico |
|---|---|---|---|
| 0.1 | 4 | N3 | Lappatura, levigatura fine |
| 0.2 | 8 | N4 | Levigatura, rettifica di precisione |
| 0.4 | 16 | N5 | Rettifica, tornitura fine |
| 0.8 | 32 | N6 | Rettifica, tornitura di precisione (superfici di tenuta) |
| 1.6 | 63 | N7 | Tornitura, fresatura, elettroerosione a filo |
| 3.2 | 125 | N8 | Linea di base della tornitura/fresatura come lavorata |
| 6.3 | 250 | N9 | Lavorazione sgrossatura, pulizia della fusione |
Conversione: 1 µin = 0.0254 µm. La colonna relativa al processo è tipica e non garantita; vedere la tabella dei processi qui sotto.
Contatto vs. Non contatto: strumenti per la misurazione della rugosità
 4")
Per la maggior parte dei componenti metallici, si utilizza un profilometro a contatto con stilo per la misurazione tracciabile di Ra/Rz, mentre uno strumento ottico senza contatto è indicato quando la superficie è troppo morbida, troppo piccola, troppo riflettente o quando è necessaria un'immagine tridimensionale (3D) anziché una singola linea. Meccanicamente, uno stilo trascina una punta di diamante sottile sulla superficie e converte il suo movimento verticale in un profilo; uno strumento ottico legge la superficie tramite luce riflessa anziché toccarla. Entrambi sono strumenti di misura validi; la scelta dello strumento più adatto dipende dal componente, dal parametro e dal budget. In questo caso, una misurazione a contatto utilizza una sonda (lo stilo) trascinata sulla superficie; una misurazione del profilo ottico legge la superficie tramite luce riflessa. I rugosimetri portatili forniscono un valore rapido da utilizzare in officina, mentre un profilometro da laboratorio offre una misurazione accurata e tracciabile a uno standard. Tutti questi metodi hanno lo stesso obiettivo: misurare la rugosità, misurare la rugosità superficiale in modo coerente e riportare parametri di texture superficiale comparabili.
| Strumento | Principio | Profilo / Area | Migliore utilizzo |
|---|---|---|---|
| Calibro a stilo slittato | Stilo + punto di riferimento di slittamento (contatto) | Profilo (Ra) | Controllo di idoneità/non idoneità del punto vendita su Ra |
| Profilometro a stilo antiscivolo | Stilo su punto di riferimento di precisione per la rettilineità | Profilo (Ra, Rz, Rsk) | Misurazione di laboratorio tracciabile |
| Microscopio confocale | Messa a fuoco ottica in profondità (senza contatto) | Area (Sa, Sq) | Parti piccole o delicate |
| Interferometria a luce bianca | Interferenza di sfasamento (senza contatto) | Un vero | Superfici molto lisce / ottiche |
| Variazione di messa a fuoco | Sovrapposizione di messa a fuoco ottica | Un vero | Superfici ripide, ruvide e irregolari |
| Blocco comparatore | Esemplare tattile/visivo rispetto a un esemplare noto | Nessuno (soggettivo) | Stima rapida, senza strumenti |
- Riconoscibile secondo gli standard nazionali (campioni di riferimento NIST/NPL)
- Misurazioni dirette Ra/Rz/Rsk, non influenzate dal colore della superficie o dalla riflettività.
- Limite: la punta può graffiare le superfici morbide; una sola linea; più lento
- Limite: il raggio della punta (2–5 µm) smussa le valli più strette
- Nessun danno da contatto; mappa completa dell'area (3D); veloce su una determinata area
- Risoluzione verticale sub-nanometrica su superfici lisce
- Limite: ha difficoltà su superfici ripide, trasparenti o molto lucide
- Limite: Sa areale non è numericamente uguale a Ra di profilo
Quali sono i metodi per misurare la rugosità superficiale?
Esistono tre famiglie pratiche. Profilazione dei contatti trascina uno stilo sulla superficie ed è l'impostazione predefinita tracciabile per Ra e Rz. Ottica senza contatto Metodi come la microscopia confocale, l'interferometria a luce bianca e la variazione di messa a fuoco utilizzano la luce per misurare la superficie e produrre mappe areali senza toccarla.
Confronto I metodi utilizzano un comparatore di rugosità tattile/visivo per una stima rapida quando non è disponibile alcuno strumento; le tecniche di topografia ottica sottostanti sono ben documentate in brevetti come USA 4,340,306 sull'interferometria a spostamento di fase. La microscopia a forza atomica si colloca al di là di queste per il lavoro di ricerca a livello nanometrico.
Come misurare la rugosità superficiale passo dopo passo
 5")
Una misurazione valida della rugosità è una procedura in sei fasi, non una semplice pressione di un pulsante. Saltando la calibrazione o l'orientamento di posa, il valore ottenuto diventa puramente decorativo. Questo è il metodo standard per misurare la rugosità superficiale con un tester a stilo portatile o da banco: lo stilo si muove sulla superficie a velocità costante e il profilo di rugosità registrato viene convertito in Ra.
Se si procede in quest'ordine, la rugosità può essere misurata due volte nello stesso modo; se invece si procede in un ordine diverso, il valore medio della rugosità varia a seconda dell'operatore.
- ✔1. Pulire la superficie. Rimuovere olio, schegge e polvere; una singola particella viene interpretata come un picco e fa aumentare Rz.
- ✔2. Calibrare rispetto a un campione di riferimento. Verificare il calibro su uno standard di rugosità tracciabile (ad esempio un NIST SRM 2073a-esemplare tipo) prima del turno.
- ✔3. Impostare il parametro. Corrispondenza con il disegno, Ra, Rz o Rsk. Misurare Ra quando il disegno indica Rz è un errore silenzioso.
- ✔4. Scegliere il valore di soglia (λc). Selezionalo dal valore di Ra previsto (vedi il selettore qui sotto): questo imposta la lunghezza del campionamento e della valutazione.
- ✔5. Orientare perpendicolarmente alla disposizione. Misurare trasversalmente ai segni dell'utensile, non longitudinalmente. La misurazione longitudinale può fornire un valore 2-3 volte più uniforme rispetto al valore reale.
- ✔6. Effettuare il percorso e poi prendere diverse misurazioni. Eseguire l'intera durata della valutazione (cinque lunghezze di campionamento) e calcolare la media di diverse posizioni; le superfici non sono uniformi.
Uno stilo standard utilizza un raggio della punta di 2 µm a una forza di circa 0.75 mN (secondo ISO 3274; impostazioni predefinite della classe Surftest di Mitutoyo); per superfici più ruvide si utilizza una punta da 5 µm / 4 mN. slittato Il calibro appoggia un pattino sulle creste della superficie e filtra meccanicamente le ondulazioni, comodo in officina, ma può sottostimare il valore su pezzi ondulati o curvi. antiscivolo Il calibro si basa su un riferimento interno di precisione ed è necessario per le lavorazioni Rz, Rsk e tracciabili. Anche la velocità di traslazione è importante: se è troppo veloce, lo stilo arrotonda le valli più profonde.
“È assolutamente possibile misurare la rugosità di una superficie con due metodi diversi e ottenere risultati differenti. Seguire le norme ISO non sempre garantisce i risultati migliori o più appropriati. Quando si forniscono informazioni sulla rugosità, è sempre consigliabile indicare il metodo di misurazione più completo possibile, gli strumenti utilizzati e i parametri applicati.”
Università di Southampton, Misurazione della rugosità: una guida (Ingegneria)
Il passaggio della lunghezza di taglio che la maggior parte delle misurazioni sbaglia
 6")
La lunghezza di taglio (λc) è la lunghezza d'onda del filtro che separa la rugosità dall'ondulazione e va selezionata in base al valore Ra previsto, non alle dimensioni del pezzo. Un valore errato può peggiorare la situazione: una lunghezza di taglio troppo elevata include l'ondulazione nella lettura Ra, mentre una lunghezza di taglio troppo bassa filtra la rugosità reale. Questa singola impostazione è il motivo per cui un pezzo può rientrare nella tolleranza Ra su un calibro e risultare non conforme su un altro. Questa scala standard deriva dalla norma ISO 4288 (riportata nella ISO 21920-3) per i profili non periodici, il tipo di profilo prodotto dalla maggior parte delle lavorazioni meccaniche.
| Ra previsto (µm) | Distanza di taglio λc (mm) | Lunghezza di campionamento (mm) | Lunghezza di valutazione (mm) |
|---|---|---|---|
| > da 0.006 a 0.02 | 0.08 | 0.08 | 0.4 |
| > da 0.02 a 0.1 | 0.25 | 0.25 | 1.25 |
| > da 0.1 a 2 | 0.8 | 0.8 | 4 |
| > da 2 a 10 | 2.5 | 2.5 | 12.5 |
| > da 10 a 80 | 8 | 8 | 40 |
Valori predefiniti in assenza di specifica: Ra, 5 lunghezze di campionamento, frequenza di taglio di 0.8 mm, larghezza di banda 300:1. Fonte: tabella di selezione ISO 4288.
Esempio pratico: un pezzo tornito con un avanzamento di 0.1 mm/giro e un raggio di punta di 0.8 mm ha un Ra teorico di circa f²/(31.2·r) = 0.1²/(31.2 × 0.8) ≈ 0.4 μm. Il valore reale di Ra è più alto a causa dell'accumulo di materiale sui bordi, delle vibrazioni e dell'usura dell'utensile, ma 0.4 µm rientra nella banda "da 0.1 a 2 µm", quindi lo misureresti con un cutoff di 0.8 mm su una lunghezza di valutazione di 4 mm. Cambia il velocità di avanzamento e raggio della punta e il valore di Ra raggiungibile, e quindi il cutoff corretto, si sposta con esso.
Non è così. La precisione deriva dal corretto valore di cutoff, non da una traversata più lunga. I macchinisti sui forum di metrologia riconducono ripetutamente le "misteriose" discrepanze di Ra a un cutoff troppo grande per la superficie, che introduceva ondulazioni nella lettura. Impostare prima λc dal valore di Ra previsto; la lunghezza di valutazione ne consegue come cinque volte il cutoff.
Rugosità superficiale tipica per processo (rettifica, tornitura, elettroerosione, fresatura)
 7")
Prima di fidarsi di qualsiasi valore Ra misurato, è opportuno verificarlo confrontandolo con i valori realisticamente ottenibili dal processo. Questa tabella di intervalli fornisce i valori Ra tipici raggiungibili per i processi più comuni, utili sia per la scelta di un percorso di finitura sia per rilevare misurazioni fisicamente impossibili (un foro tornito non può avere un valore Ra di 0.05 µm). Questi intervalli sono tipici e derivano dai dati dei metodi di produzione secondo la norma ASME B46.1 e da dati di lavorazione convalidati; il valore minimo dipende dagli utensili, dal materiale e dalla rigidità.
| Processo | Ra tipico (µm) | Note |
|---|---|---|
| sciabordio | 0.012-0.1 | Finiture a specchio, blocchi di misura |
| levigatura | 0.025-0.4 | Fori, finiture piane per la sigillatura |
| Rettifica di precisione | 0.1-1.6 | 0.1–0.8 tipico; superfici di tenuta/cuscinetti |
| Elettroerosione (elettroerosione a tuffo) | 0.4-3.2 | Impostato dall'energia della scintilla |
| Tornitura CNC | 0.4-6.3 | Guidato da avanzamento e raggio del naso |
| Fresatrici | 0.8-6.3 | 3.2 µm linea di base del materiale lavorato |
| Perforazione | 1.6-6.3 | Pareti di perforazione |
| segare | 1.6-25 | Taglio del materiale, pre-lavorazione |
Il materiale cambia il pavimento: una lega duttile che si accumula sul bordo risulta più ruvida rispetto allo stesso taglio ghisa, mentre i gradi gommosi come quelli morbidi alluminio or <strong> bacinella </strong> in acciaio inossidabile, spesso è necessario un passaggio finale per raggiungere un Ra basso. Quando una singola operazione di tornitura o di sterro non può raggiungere la chiamata, il percorso realistico è di precisione Attrezzatura per macinazione o affilare piuttosto che tornire sempre più finemente.
Cosa sta cambiando nella metrologia delle superfici (ISO 21920 e superficie areale/quadrato)?
 8")
Se i vostri disegni citano ancora ISO 4287, ISO 4288 o ISO 1302, ora fanno riferimento a norme ritirate, e questo è un compito di conformità che dovreste programmare, non una tendenza di mercato da osservare. Nel dicembre 2021 il Serie ISO 21920 Ha formalmente sostituito le norme ISO 4287, ISO 4288, ISO 1302 e parti della norma ISO 13565 relative alla tessitura superficiale del profilo.
I parametri familiari (Ra, Rz, Rsk) sono rimasti invariati, ma le regole dei simboli, le convenzioni predefinite e alcune definizioni sono cambiate. Azione pratica: verificate i vostri modelli di disegno e i rapporti di ispezione per individuare eventuali riferimenti a vecchi standard e aggiornate le diciture man mano che i componenti vengono modificati; un rapporto di ispezione che cita uno standard ritirato è una potenziale non conformità in caso di audit. Nei settori regolamentati come quello automobilistico, dove una superficie di tenuta o di controllo riporta una dicitura funzionale EN ISO, la valutazione della qualità della superficie rispetto allo standard vigente fa parte del processo di approvazione e le proprietà superficiali come l'asimmetria compaiono sempre più spesso sul disegno insieme a Ra.
Un secondo cambiamento si verifica quando si passa dal profilo 2D all'area. Il profilo Ra campiona una singola linea; i parametri areali, Sa e Sq secondo la norma ISO 25178, mappano l'intera superficie e descrivono le texture (piani levigati, guarnizioni testurizzate al laser, superfici additive) che una singola traccia può non rilevare. Nuovi framework di calibrazione come ISO 25178-600/-700 e lo standard per strumenti di interferometria 2025 stanno spingendo la misurazione ottica senza contatto e persino in linea verso produzioni di maggior valore. L'area non sostituisce Ra su un pezzo lavorato di routine, ma è lo strumento da utilizzare quando la funzionalità dipende dalla forma della texture, non solo dalla sua altezza media. (Il mercato delle apparecchiature di misura sta crescendo a tassi di circa una cifra media, ma il vero motore di questa crescita è il cambiamento degli standard e il passaggio a specifiche funzionali che tengono conto della forma.)
Domande frequenti
Come si calcola la rugosità superficiale (Ra)?
Visualizza risposta
Come si calcola Rz e in cosa differisce da Ra?
Visualizza risposta
Quali sono le unità di misura di Ra?
Visualizza risposta
Come si misura una finitura di 0.8 µm (Ra 32)?
Visualizza risposta
Posso misurare la rugosità superficiale senza un profilometro?
Visualizza risposta
In che modo la rugosità superficiale influisce sulle prestazioni dei componenti?
Visualizza risposta
Perché abbiamo scritto questo
In qualità di produttore di macchine CNC per tornitura, fresatura e rettifica, ANTISHICNC si trova ogni settimana ad affrontare le stesse controversie sulla finitura superficiale: una specifica Ra che risulta conforme su un calibro ma non su un altro, quasi sempre riconducibile alla lunghezza di taglio o all'orientamento degli strati. Questa guida raccoglie in un unico documento gli standard (ISO 21920, ISO 4288, ASME B46.1) e la procedura pratica, in modo che una specifica di finitura venga misurata nello stesso modo due volte. Revisionato dal team tecnico di ANTISHICNC.
Articoli Correlati
- Avanzamenti e velocità, come la velocità di avanzamento e il raggio della punta determinano il Ra raggiungibile
- Lavorazione dell'acciaio inossidabile, strategie di finitura per un basso Ra
- Apparecchiature di rettifica di precisione, in grado di raggiungere finiture sub-microniche.
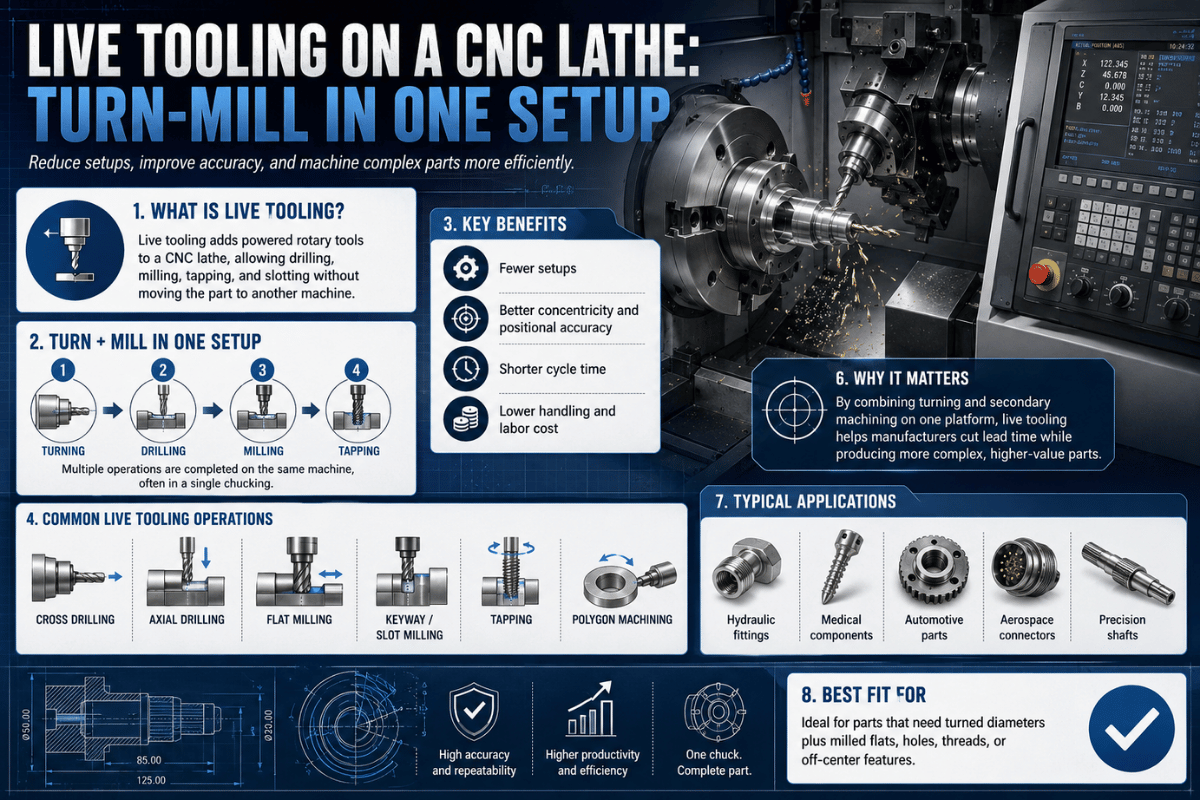
- Torni con utensili motorizzati, tornitura e fresatura a singola impostazione
Riferimenti e fonti
- Campione di calibrazione della rugosità SRM 2073aNational Institute of Standards and Technology (NIST)
- Guida alle buone pratiche n. 37: Misurazione della tessitura superficiale mediante uno strumento a stiloLaboratorio Nazionale di Fisica (NPL)
- ASME B46.1-2019: Struttura superficiale (rugosità, ondulazione, orientamento)ASME/ANSI
- ISO 1302:2002 GPS, Indicazione della tessitura superficialeInternational Organization for Standardization
- Misurazione della rugosità: una guidaUniversità di Southampton, Ingegneria
- Comprendere la qualità delle superfici: oltre la rugosità media (Ra)ASEE
- ISO 25178-603:2025, Strumenti per interferometria a spostamento di fase arealeISO