CNC-bewerking in de lucht- en ruimtevaart is computergestuurde, subtractieve productie van vluchtkritische onderdelen – turbinebladen, structurele schotten, landingsgestelonderdelen – die worden gesneden uit titanium, aluminium en nikkelsuperlegeringen met toleranties die vaak binnen ±0.0005 inch (12.7 µm) worden gehouden. AS9100 Kwaliteitscontrole. Wat CNC-frezen onderscheidt van gewoon frezen, is niet alleen de machine zelf; het is de combinatie van lastige materialen, toleranties tot op micronniveau, volledige traceerbaarheid en de machinecapaciteit die nodig is om aan al deze eisen tegelijk te voldoen. Deze handleiding behandelt de onderdelen, de materialen die worden gebruikt bij CNC-bewerking in de lucht- en ruimtevaart, tolerantieklassen en -processen, plus de machinespecificaties die in de meeste handleidingen worden overgeslagen. Bewerking in de lucht- en ruimtevaartindustrie is anders dan in welke andere sector dan ook, daarom komen ook de toepassingen van CNC-bewerking, de uitdagingen bij CNC-bewerking in de lucht- en ruimtevaart en de trends in CNC-bewerking in de lucht- en ruimtevaart die de moeite waard zijn om in de gaten te houden aan bod.
Korte specificaties: CNC-bewerking voor de lucht- en ruimtevaart
| Typische tolerantieband | ±0.0002–0.0005 inch (5–12.7 µm) op kritische kenmerken |
| Oppervlak | 2–8 µm Ra (tot minder dan 0.4 µm op afdichtingsvlakken) |
| Kernmaterialen | Al 7075/6061/2024, Ti-6Al-4V, Inconel 718/625, 15-5/17-4 PH |
| Dominante processen | 3- en 5-assig frezen (VMC), CNC-draaien, slijpen, EDM |
| Kwaliteitskader | AS9100D + NADCAP speciale processen + AS9102 Eerste artikel |
| Kopen om mee te vliegen (complex Ti) | 8:1 tot 25:1 — tot wel 92-96% van het metaal wordt tot spanen verwerkt |
Wat is CNC-bewerking in de lucht- en ruimtevaart?

CNC-bewerking in de lucht- en ruimtevaart maakt gebruik van computergestuurde werktuigmachines – zoals freesmachines, draaibanken, slijpmachines en EDM-machines – om onderdelen voor vliegtuigen en ruimtevaartuigen te produceren uit massief materiaal, smeedstukken of gietstukken. Een CNC-machine volgt een geprogrammeerd pad om materiaal te verwijderen met herhaalbare nauwkeurigheid tot op micronniveau. Met hetzelfde productieproces kunnen zowel eenvoudige beugels als complexe onderdelen worden vervaardigd.
Omdat de meeste onderdelen in de lucht- en ruimtevaart zich in levensonderhoudende systemen bevinden, gelden er voor het werk specifieke kwaliteitsnormen voor de lucht- en ruimtevaart in plaats van algemene werkplaatspraktijken. Daarom is CNC-bewerking de meest gebruikte methode in de lucht- en ruimtevaart, voor alle toepassingen, omdat hiermee een herhaalbaarheid op micronniveau kan worden bereikt, onderdeel na onderdeel.
Luchtvaartfabrikanten gebruiken CNC-bewerkingstechnologie omdat deze een consistente nauwkeurigheid tot op de micron garandeert, iets wat met de hand zelden te bereiken is. Dit in tegenstelling tot de afgelopen twintig jaar, waarin dit type bevestigingsmiddel de basis vormde van de CNC-productie in de luchtvaartindustrie. Bij bewerkingen in de luchtvaart is consistentie van batch tot batch essentieel, en dat is precies wat computergestuurde systemen bieden.
CNC-bewerking domineert tegenwoordig de toeleveringsketen voor vliegtuigen en ruimtevaartuigen, omdat het twee essentiële functies vervult: het produceert onderdelen met zeer nauwe toleranties en het maakt identieke onderdelen voor een wereldwijde vloot. Elk onderdeel, hoe complex of eenvoudig ook, van de vleugelconstructie van een vliegtuig tot het interne communicatiepaneel in de cockpit, wordt op dezelfde manier vervaardigd. Veelvoorkomende toepassingen van CNC-bewerking in de lucht- en ruimtevaart zijn structurele onderdelen zoals vleugelribben en motoronderdelen zoals turbinebladen.
Wat is het verschil tussen bewerkingen voor de lucht- en ruimtevaart en standaard CNC-bewerkingen?
De natuurkundige principes van normale CNC-bewerking zijn vergelijkbaar met die van CNC-bewerking in de lucht- en ruimtevaart, maar de kenmerken van het bewerkingsproces in de lucht- en ruimtevaart omvatten vier extra eisen: nauwere toleranties (in het bereik van 0.0002-0.0005 inch vergeleken met 0.005 inch bij algemene bewerking), veeleisende materialen (titanium, Inconel, PH-roestvrij staal in plaats van zacht staal en 6061), volledige materiaaltraceerbaarheid van fabriekscertificaat tot afgewerkt onderdeel, en een kwaliteitssysteem dat is gecontroleerd en gecertificeerd.
Een onderdeel dat normaal gesproken na een korte schuifmaatmeting in een gewone werkplaats zou worden verzonden, vereist nu een eerste artikelinspectierapport, traceerbaarheid van de warmtebehandeling en formele procesvalidatie voordat het kan worden geïnstalleerd. Onderzoek naar precisiegereedschapswerktuigen bevestigt dat deze toleranties van enkele microns afhangen van de stijfheid van de machine en de thermische controle, en niet alleen van de snijgereedschappen, zoals blijkt uit dit onderzoek. studie naar precisie vijfassige bewerking.
Lucht- en ruimtevaartonderdelen vervaardigd met CNC-bewerking.

Wij frezen met CNC-machines elk type vliegtuigonderdeel; de bewerkingsroute en de specifieke machine worden meestal bepaald door de onderdelenfamilie. Dit kan een breed scala aan bewerkte onderdelen omvatten, van complexe turbinebladen (die op motoren draaien) tot eenvoudigere structurele onderdelen van de vliegtuigromp, zoals vleugelribben, en meer gedetailleerde onderdelen in vliegtuigassemblages. Deze tabel toont de meest voorkomende families en de bewerkingsroute die bij de meeste bewerkingsprocessen wordt gebruikt.
| Componentengroep | Voorbeelden | Typisch proces/machine |
|---|---|---|
| Motor en aandrijflijn | Turbineschoepen, blisks, impellers, brandstofinjectoren, behuizingen | 5-assig frezen + EDM (superlegeringen) |
| structuur- | Schotten, vleugelribben, spanten, frames | 3- en 5-assig frezen (VMC), hoge materiaalafvoer |
| Landingsgestel | Assen, zuigers, koppelstangen, scharnierconstructies | Meerassig draaien + frezen (Ti, PH roestvrij staal) |
| Brandstof & hydrauliek | Verdeelstukken, kleppen, doseeronderdelen, koppelingen | Turning + EDM (interne kanalen) |
| Avionica en interieur | Behuizingen, sensorhouders, beugels, stoelrailsteunen | 3-assig frezen, Zwitsers draaien (kleine onderdelen) |
Er ontstaan patronen die aangeven welke onderdelen het meest geschikt zijn voor welke machines. Structurele onderdelen (waaronder vliegtuigrompconstructies en Inconel turbineonderdelen) vereisen zware, stijve machines, zoals een stijve 5-assige freesmachine. Onderdelen van het pen- en bustype, zoals bevestigingsmiddelen, bussen en pinnen, moeten vaak op draaibanken of Zwitserse machines worden bewerkt. Zelfs als een werkplaats alleen 3-assige freesmachines heeft, kunnen ze voldoende vliegtuigonderdelen produceren, zolang er geen contouren aan te pas komen. Motoronderdelen – die in de turbofan (of turbojet) zelf – en de omliggende onderdelen van de vliegtuigromp zijn het meest uitdagend om te bewerken. Vaak moeten er meerdere bewerkingen (en bewerkingen met meerdere processen) worden uitgevoerd, zoals frezen, draaien en mogelijk EDM, voordat de onderdelen verzonden kunnen worden.
De bewerkingsprocessen achter CNC-bewerking in de lucht- en ruimtevaart worden veelvuldig gebruikt in de lucht- en ruimtevaart en in de gehele toeleveringsketen voor lucht- en ruimtevaart en defensie. Meerassig CNC-frezen is met name geschikt voor onderdelen met gecontourde vormen. Lucht- en ruimtevaartbedrijven vertrouwen op CNC-bewerking van onderdelen voor de lucht- en ruimtevaart, omdat het werk volledig traceerbaar moet blijven. CNC-bewerking wordt van begin tot eind gebruikt in CNC-bewerkingsworkflows voor de lucht- en ruimtevaart, en is essentieel overal waar kritische motoronderdelen en precisie-CNC-onderdelen betrokken zijn. 5-assige CNC-bewerking garandeert contouren die machines met minder assen niet kunnen bereiken. Daarom worden moderne CNC-productie in de lucht- en ruimtevaart – en de bewerkingscapaciteiten van een bedrijf – op basis van dit werk beoordeeld. Veel onderdelen voor de lucht- en ruimtevaart vereisen nabewerkingen, en de gereedschappen en opspaninrichtingen zelf worden CNC-gefreesd. Gecontourde motoronderdelen zoals turbinebladen en waaiers bereiken hun oppervlak alleen met 5-assige bewerking, zoals gedocumenteerd in dit artikel. precisie vijf-assige studie.
Materialen in CNC-bewerking voor de lucht- en ruimtevaart: legeringen en bewerkbaarheid

Materialen voor de lucht- en ruimtevaart – de materialen voor vliegtuigconstructies en -motoren – worden geselecteerd op sterkte-gewichtsverhouding, vermoeiingsweerstand en temperatuurbestendigheid, dezelfde eigenschappen die ze moeilijk te bewerken maken. In de lucht- en ruimtevaartindustrie is de warmtegeleiding aan de snijkant de belangrijkste factor die de bewerkbaarheid van een materiaal beïnvloedt. Titanium en Inconel behoren tot de moeilijkst te bewerken materialen onder de gangbare materialen voor de lucht- en ruimtevaart. Ti-6Al-4V geleidt warmte slechts bij een bepaalde temperatuur. 6.7 W / m · KDaardoor blijft de warmte aan de snijkant in plaats van met de spaander mee te gaan - de belangrijkste reden waarom het snijden zo langzaam gaat.
Als je elke legering voor de lucht- en ruimtevaartindustrie zou uitzetten langs twee assen - thermische geleidbaarheid (het vermogen om warmte van de snijkant af te voeren) en snijweerstand - dan zouden de algemene kenmerken van hun bewerkingsgedrag vanzelf naar voren komen. Aan het ene uiteinde geeft aluminium (zoals 7075-T6) gemakkelijk warmte af (130 W/mK), waardoor de spanen de warmte afvoeren en je duizenden oppervlaktemeters per minuut kunt bewerken. Bij titanium (Ti-6Al-4V) geef je slechts 6.7 W/mK af aan de spanen, een twintigste van dat laatste, waardoor de warmte aan de snijkant blijft en de oppervlaktesnelheid over het algemeen met een factor 5 tot 10 afneemt. Nikkel-superlegeringen zoals Inconel 718 bevinden zich aan het "slechtste geval"-uiteinde, met een trage warmteafvoer en snelle uitharding, waardoor ze langzamer bewerkt kunnen worden dan alle andere materiaalklassen.
| Materiaal | Warmtegeleiding | Relatieve bewerkingsgemak | Typisch gebruik |
|---|---|---|---|
| Aluminium 7075-T6 / 6061 / 2024 | ~130 W/m·K | Gemakkelijk (hoge SFM) | Ribben, beugels, behuizingen, rompframes |
| 17-4 / 15-5 PH roestvrij staal | ~17–23 W/m·K | Gemiddeld | Onderdelen van het landingsgestel, assen, flenzen |
| Titaan Ti-6Al-4V | ~6.7 W / m · K | Hard (hitte aan de rand) | Romp, motoronderdelen, landingsgestel |
| Inconel 718 / 625 | ~11 W/m·K + werkverharding | Heel moeilijk | Turbinebladen, uitlaat, hitteschilden |
Hoogwaardige polymeren (PEEK, ULTEM) en koolstofvezelcomposieten vullen het materiaalaanbod voor de lucht- en ruimtevaart aan — ongeveer de helft van een Boeing 787-romp bestaat uit composietmateriaal — maar metalen blijven dominant in dragende CNC-bewerkingen, en CNC-bewerking helpt een leverancier om dezelfde legering van prototype tot productie te gebruiken. Voor de metalen die de klanten van deze opdrachtgever het vaakst bewerken, bieden we uitgebreidere handleidingen over... bewerking van aluminium 6061 en 7075 en bewerking van 15-5 en 17-4 PH roestvrij staal Behandel snelheden, voedingen en gereedschappen in detail.
Toleranties, AS9100 en kwaliteitsnormen

Strikte toleranties zijn kenmerkend voor de lucht- en ruimtevaarttechniek, maar de toleranties zijn niet overal even strikt. Specifieke gebieden die nauwkeurig moeten zijn, worden op de tekeningen aangegeven. Overtolerantie biedt echter geen meerwaarde; dit brengt extra kosten met zich mee die de klant niet per se nodig heeft. Ondertolerantie van bijvoorbeeld een afdichtingsvlak kan daarentegen een veiligheidsrisico vormen.
| Kenmerk klasse | Typische tolerantie |
|---|---|
| structurele componenten | ±0.001 inch (25 µm) |
| Motorkomponenten | ±0.0002–0.0005 inch (5–12 µm) |
| Brandstof / hydraulisch | ±0.0001–0.0003 inch (2.5–7 µm) |
| Oppervlak | 2–8 µm Ra |
Wat is de strakst haalbare tolerantie bij CNC-bewerking in de lucht- en ruimtevaart?
Een doorsnee, goed onderhouden werktuigmachine die routinematig lucht- en ruimtevaartbewerkingen uitvoert voor gefreesde en gedraaide onderdelen, moet betrouwbaar toleranties leveren in de orde van 0.0002-0.0005 inch (5-13 micrometer). Het halen van deze toleranties, en net zo belangrijk, het consequent herhalen ervan bij elk onderdeel, is de meest overtuigende demonstratie van uw capaciteit als leverancier van bewerkingsdiensten aan de lucht- en ruimtevaartmarkt.
Bij bijzonder nauwsluitende onderdelen zoals lagertappen, afdichtingszittingen en brandstofdoseergaten kunnen toleranties van 0.0001 inch (2.5 µm) of fijner vereist zijn. In dergelijke gevallen omvatten de nabewerkingsprocessen vaak slijpen of EDM als aanvulling op de freesbewerkingen. Naarmate de vereiste toleranties nauwer worden, zal de beperkende factor niet langer de snijgereedschappen zijn, maar de omgevings- en temperatuurregeling van zowel de machine als het werkstuk. Een temperatuurverschil van slechts 1 °C kan ervoor zorgen dat een 300 mm lang aluminium onderdeel zo'n 7 micrometer uitzet of krimpt. Daarom vindt het merendeel van de precisie-inspecties plaats in een klimaatgeregelde ruimte van 20 °C (68 °F).
Kwaliteitscontroleprocedures wegen net zo zwaar als het daadwerkelijke snijden van onderdelen. In de lucht- en ruimtevaartindustrie, AS9100 definieert de kwaliteitsmanagementnorm voor alle lucht- en ruimtevaartorganisaties – het omvat alles. ISO 9001 Dit doet de norm, en voegt specifieke clausules toe met betrekking tot risico, configuratie en traceerbaarheid voor de lucht- en ruimtevaartindustrie. Daarnaast hebben bedrijven die speciale processen aanbieden, zoals warmtebehandelingen, coatings, lassen en niet-destructief onderzoek, een specifieke AS9100-goedkeuring nodig voor deze processen, evenals een NADCAP-accreditatie (National Aerospace and Defense Contractors Accreditation Program). De eerste artikelinspectie bevestigt of de afmetingen van het eerste bestelde onderdeel overeenkomen met de tekening voordat de productie van de batch kan beginnen, conform AS9102.
"De NADCAP-accreditatie biedt objectief bewijs dat het speciale proces van een leverancier strikt gecontroleerd en herhaalbaar is en voldoet aan de eisen van de lucht- en ruimtevaartindustrie."
Performance Review Institute (Nadcap)
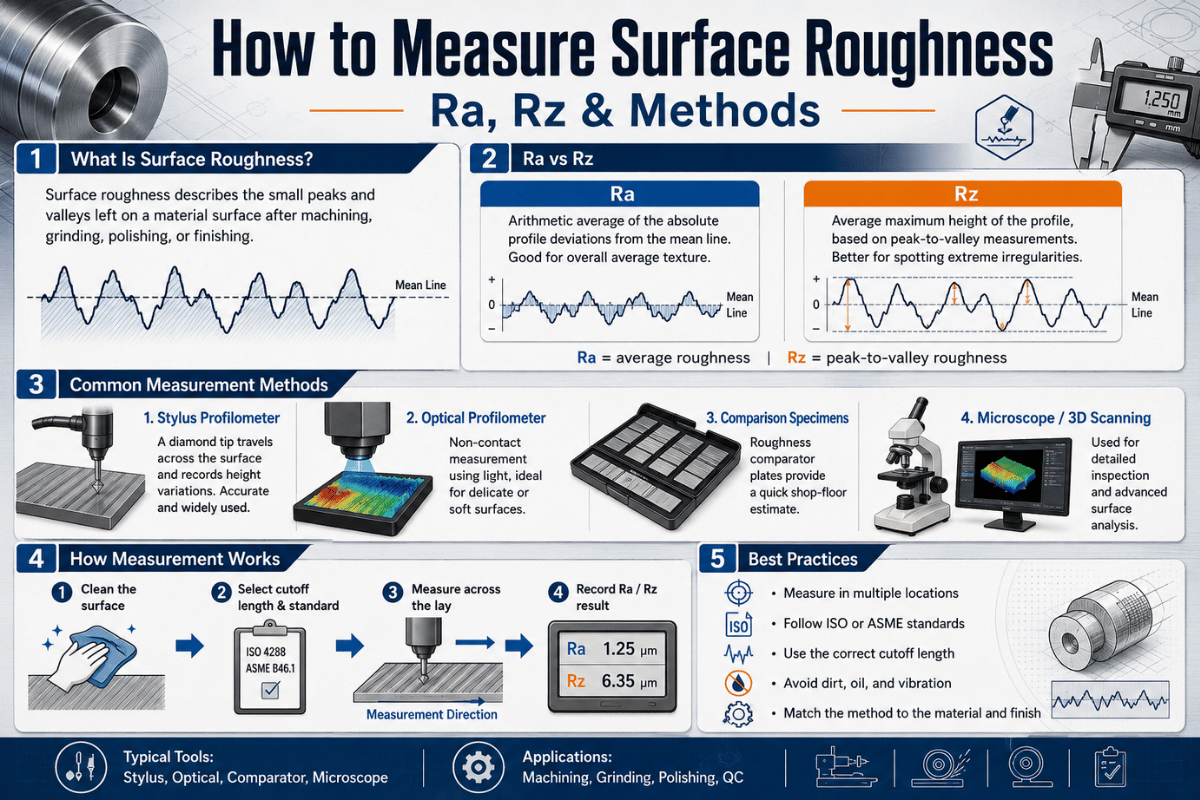
Houd bij het ontwerpen van onderdelen rekening met de inspecteerbaarheid; een lastig te bewerken onderdeel is ook moeilijk te inspecteren. Overweeg om toegankelijke referentiepunten op uw onderdeel aan te brengen die uw CMM-machine gemakkelijk kan bereiken, let op de GD&T-specificaties (zorg ervoor dat deze alleen van toepassing zijn op onderdelen waar ze relevant zijn) en controleer de oppervlakteafwerking door deze nauwkeurig te meten in plaats van aannames te doen – zie onze handleiding over... Hoe meet je de oppervlakteruwheid (Ra)? in plaats van op het oog te oordelen.
CNC-processen en -machines: 3-, 4- en 5-assig frezen en draaien.

Het grootste deel van het bewerkingswerk in de lucht- en ruimtevaart wordt uitgevoerd op meerassige bewerkingscentra of draaicentra. CNC-frezen en CNC-draaien zijn de twee belangrijkste processen, maar voor de bewerking van de hardste onderdelen en structuren is ook slijpen en/of EDM (Elektrische Ontladingsbewerking) nodig. Zoals de namen al suggereren, maakt 5-assig meerassig frezen het mogelijk om meerdere vlakken van een werkstuk tegelijk te bewerken om gevormde onderdelen te creëren, terwijl draaien ideaal is voor ronde onderdelen. Als een machinefabriek diensten aanbiedt in de lucht- en ruimtevaart, beschikt deze doorgaans over zowel een bewerkingscentrum voor prismatische of gevormde onderdelen als een draaicentrum voor ronde onderdelen.
| Gedeelte geometrie | Beste pasvorm | Waarom |
|---|---|---|
| Prismatisch, enkelzijdig | 3-assige VMC | Laagste kosten; hoge materiaalafname op platen en behuizingen. |
| Veelzijdig, prismatisch | 4-assig / 3+2 | Indexen in één opstelling, fouten bij het opnieuw vastzetten voorkomen |
| Gebogen oppervlakken, ondersnijdingen | 5-assige VMC | Bereikt schoepen, waaiers en zakken vanuit elke hoek in één enkele opstelling. |
| Rond / cilindrisch | CNC-draaien / Zwitsers | Assen, pinnen, fittingen; live gereedschap voegt freesfuncties toe |
3-assige, 4-assige en 5-assige CNC-machines: welke zijn geschikt voor onderdelen in de lucht- en ruimtevaart?
Gebruik de eenvoudigste machine die het onderdeel toelaat. 3-assig frezen is ideaal voor vlakke en prismatische onderdelen – veel beugels, platen en behuizingen vereisen nooit meer. Een 4e as (3+2 positionering) vergroot de mogelijkheden van een VMC doordat u meerdere vlakken in één opspanning kunt bewerken – wat de stapelfout elimineert die ontstaat bij het opnieuw opspannen. Vijfassige bewerking De kosten zijn gerechtvaardigd bij complexe, meerzijdige, gevormde onderdelen zoals turbinebladen, waaiers en topologie-geoptimaliseerde structuren, waar een 3-assige machine simpelweg niet bij kan.
Hier is de tegenstrijdige waarheid die de meeste marketingmachines verzwijgen: 5-assige bewerking is niet altijd nodig en voegt alleen maar kosten toe zonder toegevoegde waarde voor eenvoudige prismatische onderdelen. Zelfs een krachtig verticaal bewerkingscentrum met voorbereiding voor een 4e as kan een groot deel van het typische werk voor de lucht- en ruimtevaart aan, voordat je überhaupt volledige simultane 5-assige mogelijkheden nodig hebt. Voor ronde onderdelen is een CNC-draaibank In combinatie met de VMC kunnen vlakken en kruisgaten in dezelfde spankop worden bewerkt, met de toevoeging van aangedreven gereedschap. Bij elk type bewerking waarbij een onderdeel complexe 3D-oppervlakken heeft – en dit is precies waar de 5-assige machine zich onderscheidt en wordt gebruikt voor de productie van ingewikkelde componenten zoals smeedstukken, complete bladen en waaiers – is een 5-assige machine vereist. Geen enkele hoeveelheid gereedschap zal inferieure machines met minder assen helpen om te bereiken wat een 5-assige machine hoort te doen.
Machinevereisten: Wat een VMC nodig heeft voor werkzaamheden in de lucht- en ruimtevaart

Op dit punt eindigt de inhoud van de meeste handleidingen. De belangrijkste vraag voor de luchtvaartingenieurs en inkopers die we als machinebouwers – en niet als toeleverancier – tegenkomen, is niet "wie", maar "wat moet de machine doen?". De mogelijkheden van CNC-bewerking in de luchtvaart overtreffen die van een conventionele machinefabriek ruimschoots. CNC-bewerking in de luchtvaart vereist vaardigheden die een conventionele fabriek niet heeft, en luchtvaartontwerpers vertrouwen daarop. Het productieproces in de luchtvaartwereld wordt ook gebruikt voor CNC-gereedschappen, waar CNC-bewerking naast het snijden wordt toegepast en ook onderdeel uitmaakt van de constructie van de mallen. We identificeren vijf factoren die bepalen of een verticaal bewerkingscentrum geschikt is voor luchtvaartproductie en het bewerken van taaie legeringen met de toleranties die in de luchtvaart gelden.
- De spindel moet afgestemd zijn op de legering. Voor het bewerken van onderdelen voor de lucht- en ruimtevaart van aluminium heeft de spindel van de VMC een hoog toerental nodig (12,000-24,000+) om spaanafvoer en een dunne wandafwerking mogelijk te maken; terwijl Inconel en titanium een spindel met een laag toerental en een hoog koppel vereisen om gereedschap effectief door warmtevasthoudende legeringen te duwen. Een enkele spindel is zelden geschikt voor beide uitersten van het spectrum. Kies de spindel op basis van het meest voorkomende materiaal dat u in de lucht- en ruimtevaart bewerkt.
- Stevige constructie, krachtige demping. Sterke legeringen met nauwere toleranties vereisen machines met voldoende stijfheid en demping om doorbuiging en trillingen te minimaliseren. Zo voorkomen bijvoorbeeld een boxgeleiding, een robuuste, gedempte kolom en andere kenmerken trillingen bij zware sneden met hoge aanvoersnelheden.
- Voldoende asbereik en werkgebied. Zorg ervoor dat het werkgebied, ofwel de "werkkubus", groot genoeg is voor het grootste onderdeel dat u waarschijnlijk gaat bewerken, inclusief de benodigde gereedschapsruimte en opspaninrichting. Het bewerken van grote structurele vliegtuigonderdelen en vervolgens halverwege het programma zonder Z-asbereik komen te zitten, zou een ramp zijn.
- Thermische controle en stabiliteit. Het handhaven van toleranties tot op de micron nauwkeurig hangt niet alleen af van de hardheid van uw gereedschap en de snelheid van uw spindel. Thermische uitzetting kan een fatale fout zijn die de nauwkeurigheid van een machine met nauwe toleranties tenietdoet. Kies voor modellen met compensatie voor thermische uitzetting van de spindel en kolom, plus koelvloeistof door de spindel om de temperatuur te beheersen.
- 4e/5e-as en automatiseringsgereedheid. Als u contouronderdelen bewerkt en dit tot nu toe zonder 4e as hebt gedaan, is minimaal 3+2 positionering vereist. Onbemande productie in de lucht- en ruimtevaart vereist geavanceerde automatisering voor tussentijdse metingen, gereedschapsbeheer en palletwisselaars of stangaanvoersystemen.
Voer deze inspectie uit op elk potentieel bewerkingscentrum voor de lucht- en ruimtevaart om de prestaties ervan te bepalen. Als de machine die u op het oog hebt bijvoorbeeld een spindellimiet van 8,000 toeren per minuut heeft, probeer er dan geen aluminium mee te bewerken. U zou toch ook niet investeren in een slecht geconstrueerd frame met weinig stijfheid om harde legeringen te bewerken? Wees dus net zo zorgvuldig bij de selectie van een bewerkingscentrum dat u in een lucht- en ruimtevaartomgeving wilt inzetten. Bekijk de volledige Assortiment CNC-freesmachines En u kunt de belangrijkste parameters voor spindel, werkbereik en stijfheid vergelijken met behulp van de bovenstaande specificaties als leidraad. Peer-reviewed onderzoek koppelt deze micronresultaten veel meer aan de spindelstijfheid en thermische stabiliteit dan aan het snijgereedschap, aangezien dit studie naar precisiebewerking documenten.
Een koper waarmee we samenwerkten, was op zoek naar een verticale machine voor het frezen van titanium landingsgestelonderdelen. Op papier leken twee machines identiek, maar de ene haalde een maximumtoerental van 8,000 tpm met een spindel van 15 kW, terwijl de andere een koppel van 30 kW behield bij 2,000 tpm. Eenmaal door de poort, bleek alleen de machine met het hoge koppel een frees door Ti-6Al-4V te kunnen frezen zonder vast te lopen of te trillen – de machine met het hoge toerental zou ideaal zijn geweest voor aluminium en vormde hier juist een probleem. De doorslaggevende factor was het spindelkoppel bij lage toerentallen, niet het opgegeven toerental.
Belangrijkste uitdagingen bij CNC-bewerking in de lucht- en ruimtevaart

De meeste problemen in de lucht- en ruimtevaart ontstaan niet door het programmeren van de geometrie, maar door de worsteling met het materiaal en de natuurlijke flexibiliteit van het onderdeel. Je zult deze vier probleemgebieden vrijwel zeker terugvinden in elk serieus lucht- en ruimtevaartprogramma. Het gedrag van titanium met betrekking tot hitte en trillingen wordt met name in kaart gebracht in onderzoek naar bewerkingstechnieken voor de defensie-industrie, zoals bijvoorbeeld... NATO STO AVT-139.
- Hitte aan de snijkant. Door de lage thermische geleidbaarheid van titanium hoopt de warmte zich op in het gereedschap. Deze warmte moet worden afgevoerd met een hogedrukkoelvloeistof, wat bereikt wordt met scherpe hardmetalen snijgereedschappen en een voldoende hoge aanvoersnelheid om de spanen van de snijzone te verwijderen.
- Werkverharding. Inconel en titanium staan erom bekend dat ze snel verharden. Als uw gereedschap ook maar even stilstaat, zal het tegen het werkstuk wrijven en het materiaal direct op de gereedschapsbaan verharden. Gereedschapslijtage en -breuk treden snel op als de voeding zo sterk wordt verlaagd dat dit mogelijk is – zorg ervoor dat uw gereedschap blijft snijden.
- Doorbuiging en trillingen van dunwandige onderdelen. Onderdelen voor de lucht- en ruimtevaart hebben vaak dunne wanden met diepe interne holtes die kunnen doorbuigen en trillen onder snijbelastingen, wat resulteert in trillingen.
- Gereedschapslijtage en cyclustijd. Alle zeer sterke legeringen voor de lucht- en ruimtevaart slijten gereedschap snel. Door de levensduur van gereedschap te bewaken en de hardmetalen wisselplaatjes te coaten, kan de dimensionale nauwkeurigheid van de onderdelen gedurende de gehele productiecyclus worden gewaarborgd.
Een handige vuistregel voor het bewerken van dunne wanden: de verhouding tussen de ondersteuning en de wanddikte moet minstens 8:1 zijn (zoals vermeld in het juli-nummer van...). Moderne machinewerkplaats). Bewerk vanaf twee zijden, met afwisselende snijdieptes, en laat een kleine materiaalbuffer over tot de laatste bewerkingen, zodat de wand over de gehele snijdiepte in evenwicht is. Snelheden en voedingen, die zorgvuldig moeten worden afgestemd op de legering en niet op de mogelijkheden van uw machine, staan vermeld in onze handleiding. Voedingen en snelheden handleiding.
Bij een van de projecten bleef een 2 mm dikke titanium ribwand trillen, waardoor de afwerking eruitzag als een groeven in een grammofoonplaat. Door de snijdiepte te verlagen naar 6 mm, afwisselend aan beide zijden van de wand te frezen en over te schakelen naar een meefreesbeweging, werd het probleem opgelost; de wand behield zijn profiel zodra het gereedschap het onondersteunde gedeelte niet meer vervormde. De oplossing kostte weliswaar meer tijd, maar het weggooien van een bijna afgewerkt titanium onderdeel kost veel meer.
Kostenfactoren en de keuze van een partner voor bewerkingen in de lucht- en ruimtevaart

Het bewerken van onderdelen voor de lucht- en ruimtevaart is duur, maar waarschijnlijk niet om de reden die de meeste kopers denken. Uw bewerkingsbedrijf brengt kosten in rekening voor het gebruik van de machine per uur, een relatief kleine kostenpost.
In de lucht- en ruimtevaart is de verhouding tussen de hoeveelheid ingekocht ruw materiaal en het gewicht van het onderdeel dat daadwerkelijk gebruikt wordt, doorgaans ongeveer 10:1. Bij titanium voor structurele componenten kan deze verhouding zelfs 12:1 tot 25:1 bedragen. Anders gezegd: de hoeveelheid materiaal die tot spanen wordt verwerkt, kan wel 92-96% van de ingekochte voorraad uitmaken. Gezien de aanzienlijke meerprijs voor titanium ten opzichte van zachtere materialen, worden de kosten van een lucht- en ruimtevaartcomponent vaak gedomineerd door de hoeveelheid materiaal die voor bewerking wordt aangeschaft, in plaats van door de bewerkingstijd. Dit perspectief verandert direct de manier waarop kosten worden ervaren. Als uw doel kostenreductie is, streef er dan naar om de verhouding tussen ingekocht ruw materiaal en het gewicht van het daadwerkelijk gebruikte onderdeel (door gebruik te maken van bijna-eindproducten en hybride materialen) zoveel mogelijk te verlagen.
- Materiaal – Standaard titanium en Inconel. Hoog risico op materiaalverlies tijdens transport.
- Tolerantie en inspectie – Nauwe banden leiden tot trage sneden. Hoge eisen aan CMM- en meetkundige inspectie zijn vereist.
- Volume – Grote variatie. Laag volume – Lage series onderdelen betekenen dat de afschrijving op instel- en programmeerkosten slecht is.
- Certificeringskosten – Naleving van luchtvaartnormen, inclusief eerste prototypes. Daadwerkelijke arbeid vereist, meer dan alleen papierwerk.
Voordat u uw onderdelen voor de lucht- en ruimtevaart uitbesteedt, informeer dan altijd naar hun kwalificaties en prestaties uit het verleden. U moet bewijs zien van AS9100D-certificering, eventuele NADCAP-goedkeuringen (voor speciale processen), een ITAR-registratie (voor Amerikaanse militaire lucht- en ruimtevaartprogramma's), ervaring met het bewerken van uw specifieke legering en, het allerbelangrijkste, een aantoonbare geschiedenis van succesvolle First Article (FAI)-afronding van vergelijkbare componenten. Het kiezen van een CNC-bedrijf zonder bewezen FAI-geschiedenis voor uw eerste artikel is een risico als het om vliegtuigonderdelen gaat; echte CNC-bewerking garandeert consistentie van onderdeel tot onderdeel. Componentbewerking voor de lucht- en ruimtevaart en defensie is veeleisend: de motoronderdelen zoals turbinebladen en de onderdelen en assemblages eromheen vormen de kern van de lucht- en ruimtevaartbewerking, evenals de onderdelen voor lucht- en ruimtevaartconstructies die door bewerking gedurende het hele bouwproces worden ondersteund. Alleen wanneer de procesbeheersingssystemen van een leverancier zich ruimschoots bewijzen, zelfs na het behalen van hun certificaat van conformiteit, is een goede keuze.
Een bedrijf dat een offerte maakte voor een titanium constructiebeugel ging er aanvankelijk vanuit dat de bewerkingstijd de prijs zou domineren. Toen ze de ruwe titaniumstaaf vergeleken met het afgewerkte onderdeel, bleek de verhouding tussen inkoop- en productiekosten bijna 8:1 te zijn – ze betaalden voor acht kilogram titanium om één onderdeel te verzenden. We hebben de offerte herzien op basis van de materiaalkosten en de bewerkingstijd, en een bijna-netto smeedstuk later verlaagde de materiaalkosten met meer dan een derde.
Trends die de CNC-bewerking in de lucht- en ruimtevaart in 2026 vormgeven

De drijvende kracht achter de technologische ontwikkelingen in de lucht- en ruimtevaartbewerking dit jaar is niet één technologie, maar een kwestie van vraag die het aanbod overstijgt. Zowel de vraag naar lucht- en ruimtevaartonderdelen als het aantal orders in dit segment neemt toe, terwijl de arbeidsmarkt in de lucht- en ruimtevaartsector kampt met een ernstig tekort aan geschoolde arbeidskrachten. Dit heeft geleid tot een toenemende vraag, waardoor bedrijven massaal overstappen op automatisering. Lucht- en ruimtevaartprogramma's vereisen meer dan wat momenteel mogelijk is met de bestaande CNC-machines. Daarom kiezen machinefabrieken ervoor om te automatiseren of hun 5-assige capaciteiten te consolideren. Bedrijven die de adoptie van automatisering tot nu toe hebben uitgesteld, zullen een steeds groter wordend kostenverschil zien. Veel eenvoudigere onderdelen voor lucht- en ruimtevaartmachines, die normaal gesproken op basis-CNC-machines worden bewerkt, worden nu overgezet naar geautomatiseerde machines. Lucht- en ruimtevaartbewerking wordt veelvuldig gebruikt in de lucht- en ruimtevaart- en defensiesector en is zeer geschikt voor lucht- en ruimtevaarttoepassingen. De lucht- en ruimtevaartindustrie vraagt om een hogere productiecapaciteit, waardoor moderne lucht- en ruimtevaartproductie op moderne CNC-apparatuur en CNC-bewerking die lucht- en ruimtevaartprogramma's mogelijk maakt, nu doet wat oudere standaard CNC-lijnen niet konden. Hybride additief-subtractieve bewerking — het opbouwen van een vorm die bijna de uiteindelijke vorm benadert, en vervolgens het afwerken van kritische oppervlakken — pakt het probleem van de inkoop van titanium voor productie aan, een aanpak die is gedocumenteerd in patenten voor additieve productie, zoals... US10828698B2.
Er zijn drie technologische verschuivingen die voortvloeien uit deze vraag naar bewerkingstechnieken in de lucht- en ruimtevaart. Bewerkingen zonder menselijke tussenkomst maken het mogelijk dat een klein aantal machinisten meer spindels bedient, terwijl adaptieve besturingstechnologie gereedschapsverspilling voorkomt. Met geavanceerde digitale tweelingen kunnen warmte en vervorming worden gesimuleerd voordat er metaal wordt bewerkt. Dit additieve hybride bewerkingsproces – waarbij machines eerst een goede benadering maken voordat de essentiële randen worden verfijnd – draagt bij aan de kosteneffectiviteit van duur titanium door de verhouding tussen aanschafprijs en productiekosten direct te verbeteren. De interesse van de lucht- en ruimtevaartindustrie in additieve productie van onderdelen illustreert deze verschuiving. Vanuit het perspectief van de inkoper in de lucht- en ruimtevaart is er bij de aanschaf van machines eigenlijk maar één juiste aanpak: zoek naar machines die geschikt zijn voor automatisering, met name met meetfuncties, om latere aanpassingskosten te voorkomen.
Veelgestelde Vragen / FAQ
V: Welke certificeringen zijn vereist voor machinale bewerking in de lucht- en ruimtevaart?
Bekijk antwoord
V: Is CNC-bewerking in de lucht- en ruimtevaart duur, en waardoor worden de kosten bepaald?
Bekijk antwoord
V: Hoe lang duurt CNC-bewerking in de lucht- en ruimtevaart?
Bekijk antwoord
V: Welke onderdelen voor de lucht- en ruimtevaart zijn het moeilijkst te bewerken?
Bekijk antwoord
V: Kun je titanium bewerken op een standaard VMC-machine?
Bekijk antwoord
V: Wat is een CNC-machinist voor de lucht- en ruimtevaart?
Bekijk antwoord
Gerelateerde artikelen
Referenties en bronnen
- Titanium Ti-6Al-4V materiaalgegevensbladASM / MatWeb
- Buy-to-fly ratio's in additive/subtractive manufacturing in de lucht- en ruimtevaartPMC (Nationale Bibliotheek voor Geneeskunde)
- Levenscyclusanalyse van titanium constructieonderdelen (buy-to-fly ratio 12–25:1)ScienceDirect
- Precisie vijfassige werktuigmachines voor complexe oppervlakkenPMC (Nationale Bibliotheek voor Geneeskunde)
- AS9100-kwaliteitssystemen voor de lucht- en ruimtevaart.SAE International
- NADCAP-kwaliteitscertificeringen voor de lucht- en ruimtevaartPrestatiebeoordelingsinstituut
- 10 tips voor titanium (8:1 dunwandverhouding)Moderne machinewerkplaats
Waarom we deze handleiding hebben geschreven
Wij bouwen de verticaal bewerkingscentrumDeze handleiding is geschreven vanuit het perspectief van de CNC-draaibanken en CNC-draaibanken die in de lucht- en ruimtevaartindustrie worden gebruikt. Het beschrijft de eisen aan de spindel, stijfheid en thermische capaciteit die nodig zijn voor het bewerken van titanium en Inconel met nauwe toleranties. De tolerantiebereiken, de waarde van 6.7 W/m·K voor Ti-6Al-4V en de buy-to-fly-ratio's zijn gebaseerd op openbare bronnen en normen, en niet op beweringen van leveranciers. Beoordeeld door het technische team van ANTISHICNC.