Обновлено Июнь 2026
На практике измерение шероховатости поверхности осуществляется с помощью отлаженного рабочего процесса: вы перемещаете щуп или оптический датчик по обработанной поверхности, отделяете мелкую текстуру от волнистости и формы с помощью фильтра отсечки и, почти всегда, сообщаете значение одного параметра. RaШероховатость поверхности, выраженная в микрометрах (мкм) или микродюймах (мкдюймах), — это арифметическое среднее значение. Звучит просто, и показания прибора кажутся точными. Однако обычно это не так. Два измерения одной и той же поверхности могут существенно отличаться, если длина отрезка, направление щупа или параметр установлены неправильно, и деталь может соответствовать допуску Ra, но при этом протекать, заклинивать или изнашиваться. Надежное измерение шероховатости поверхности зависит как от измерительной системы и настроек, так и от самого прибора. В этом руководстве подробно описаны параметры шероховатости, измерительные приборы, пошаговая процедура и этап фильтрации, на котором чаще всего допускаются ошибки при измерениях, чтобы понимание и контроль шероховатости поверхности стали воспроизводимыми, а не основанными на догадках, независимо от того, является ли деталь гладкой поверхностью или одной из шероховатых поверхностей вблизи места распила.
Быстрые функции
| Наиболее распространенный параметр | Ra (средняя арифметическая шероховатость), в мкм или мкдюймах |
| Основные инструменты | Контактный профилометр со щупом; бесконтактный оптический (конфокальный, интерферометрический, с регулировкой фокуса) |
| Руководящие стандарты | Серия стандартов ISO 21920 (2021 г., заменяет ISO 4287/4288/1302); ASME B46.1-2019 |
| Типичный наконечник стилуса | Радиус 2 мкм, сила 0.75 мН (согласно ISO 3274) |
| Диапазон отсечки (λc) | 0.08–8 мм, выбранные из ожидаемого значения Ra |
| Якорь преобразования | 125 микродюйм ≈ 3.2 мкм; 63 мкдюйм ≈ 1.6 мкм; 32 микродюйма ≈ 0.8 мкм |
Что такое шероховатость поверхности на самом деле (шероховатость, волнистость и форма)?
 1")
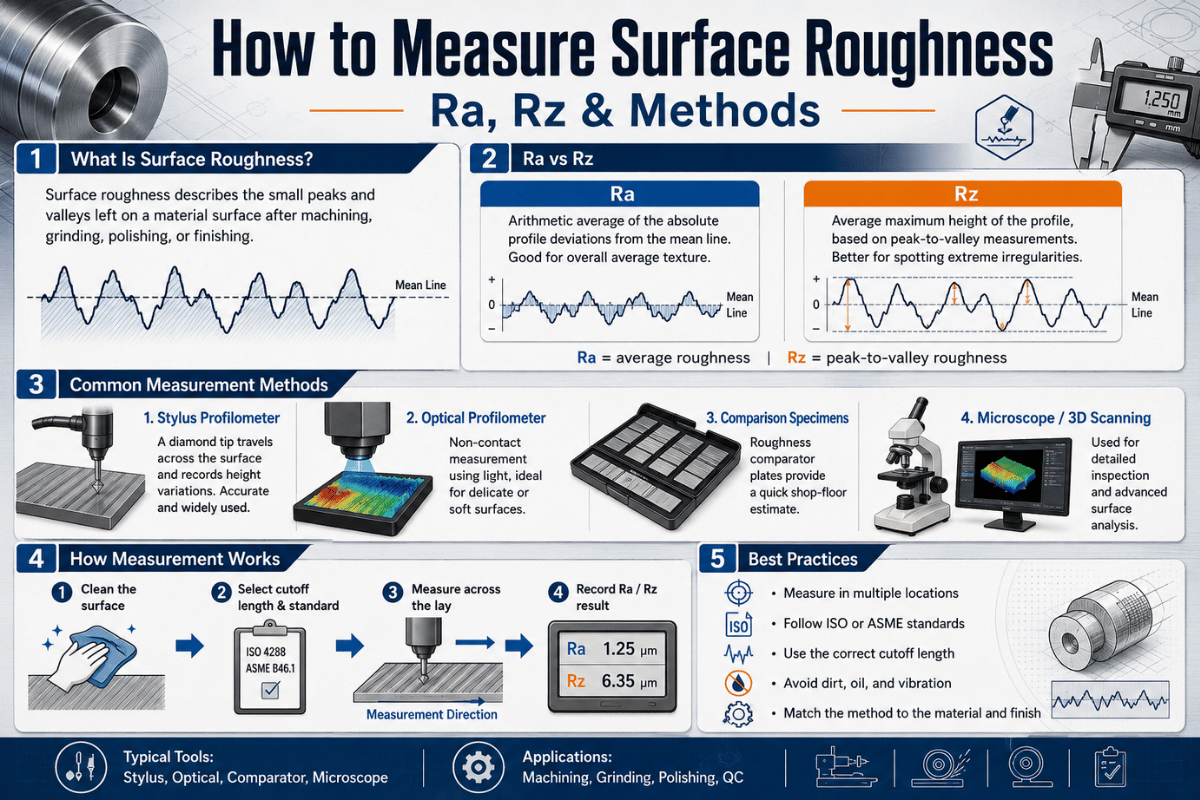
Шероховатость поверхности — это мелкие неровности и впадины, остающиеся на поверхности в процессе производства, которые количественно определяются как среднее вертикальное отклонение реального профиля от средней линии на заданной длине выборки. Измерение шероховатости поверхности показывает, насколько реальная поверхность отклоняется от своей идеальной геометрии на коротких длинах волн. Понимание шероховатости поверхности начинается с рассмотрения ее как отклонения реальной поверхности от ее идеальной формы, а не как единого показателя качества.
Это лишь один из трех компонентов текстура поверхностиПолная геометрия любой обработанной поверхности представляет собой набор из трех диапазонов длин волн: форма (общая форма, самая длинная волна), волнистость (колебания средней длины волны от вибрации станка или несбалансированного шлифовального круга), и шероховатость (следы инструмента или процесса с самой короткой длиной волны). Каждое измерение шероховатости выделяет полосу с самой короткой длиной волны и отбрасывает остальные.
Это разделение — вся суть. Каждый профилометр регистрирует один комбинированный профиль поверхности, затем фильтр отфильтровывает длинные волны, так что остается только профиль шероховатости, а высота профиля относительно средней линии — это то, что прибор преобразует в число для характеристики поверхности. Эти характеристики поверхности и особенности поверхности (небольшие неровности поверхности, или неровности на поверхности, оставленные инструментом) — это именно то, что количественно определяет измерение шероховатости. Как говорится в руководстве по метрологии Университета Саутгемптона, шероховатость и волнистость редко встречаются изолированно — «большинство поверхностей представляют собой комбинацию всех трех, и обычно их оценивают по отдельности». Нет фиксированной длины волны, при которой волнистость переходит в шероховатость; граница устанавливается выбранным вами порогом отсечки, поэтому два инженера могут измерить «одну и ту же» поверхность и сообщить разные результаты. АСМЭ Б46.1-2019Направление расположения, то есть преобладающее направление рисунка поверхности, является четвертым параметром, определяющим ориентацию инструмента.
На практике этот недостаток дает о себе знать. Токарь в цехе может забраковать шлифованный вал, потому что его показание Ra 0.4 мкм «не соответствует норме», когда измерительный прибор ошибочно учитывал волнистость изношенного подшипника шпинделя, а фактическая шероховатость все это время находилась в пределах допустимых значений, и дорогостоящей ошибкой оказалась не деталь, а ее обрезка. Этот тип отказа распространен именно потому, что каждый ISO-фильтр (с обрезкой 0.8 мм улавливает другой контент, чем с 2.5 мм) изменяет результат, поэтому правильное разделение полос имеет значение, прежде чем доверять каким-либо показаниям шероховатости поверхности.
Параметры шероховатости поверхности: Ra, Rz, Rq и то, что скрывает Ra.
 2")
Ra — это среднеарифметическое значение шероховатости, среднее значение абсолютных отклонений профиля шероховатости от средней линии по длине оценки, а Rz — средняя максимальная высота, среднее значение пяти наибольших расстояний от пика до впадины по длине выборки. Ra стабилен и легко контролируется, поэтому он доминирует на чертежах; Rz более чувствителен к отдельным царапинам и заусенцам, а также к самому высокому пику на трассе. Ra — это только среднее значение амплитуды, в этом и заключается подвох: как и все параметры амплитуды, он измеряет вертикальную высоту, но при этом отбрасывает формировать профиля. Две детали с разным уровнем шероховатости могут нуждаться в одном и том же параметре, а две детали с одинаковым значением Ra могут иметь очень разную шероховатость поверхности в процессе эксплуатации. Подбор параметра в соответствии с заданием превращает исходное число в реальное качество поверхности: высокая шероховатость не обязательно плохая, а низкое число не обязательно хорошее.
Две поверхности могут иметь одинаковое значение Ra, но вести себя противоположным образом. Как цилиндрическая поверхность, обработанная методом хонингования с платообразными углублениями (глубокие маслоудерживающие впадины, плоские опорные выступы), так и остроконечная точеная поверхность могут иметь значение Ra 0.4 мкм, однако одна обеспечивает герметизацию и смазку, а другая разрушает уплотнение. Разница заключается в асимметрия (Rsk)Отрицательная асимметрия означает преобладание впадин (хорошо для подшипников и удержания масла), положительная асимметрия означает преобладание пиков (хорошо для сцепления, плохо для уплотнений). Если функция зависит от герметизации, подшипников или усталости, укажите Rsk или Rz вместе с Ra, одного значения Ra недостаточно для их различения.
| Параметр | Что оно отражает | Лучше всего использовать для |
|---|---|---|
| Ra | Среднее арифметическое отклонение от линии среднего значения | Общий контроль; мониторинг большинства чертежей и технологических процессов. |
| Rz | Среднее значение 5 максимальных высот от вершины до долины | Герметизация поверхностей, детали, подверженные усталости, обнаружение царапин. |
| Rq (среднеквадратичное значение) | Среднеквадратичное отклонение (веса достигают пиковых значений чаще) | Оптические поверхности, статистический анализ |
| Rt | Общая высота, наименьшее расстояние от вершины до впадины за весь период оценки. | Толщина покрытия, пути утечки, выявление дефектов |
| Риск | Асимметрия — асимметрия, в которой преобладают пики, против асимметрии, в которой преобладают впадины. | Подшипники, уплотнения, смазка, адгезия краски |
Определения параметров согласно ISO 21920-2 / АСМЭ Б46.1-2019.
Что говорит вам Ра, а что нет?
Показатель Ra показывает среднюю высоту текстуры, и точка. Он воспроизводим, нечувствителен к единичным пикам и хорошо подходит для выявления постепенного отклонения процесса в течение производственного цикла; изношенная пластина или забитый шлифовальный круг неуклонно повышают Ra по мере его затупления.
Значение Ra не позволяет определить: является ли профиль пикообразным или богатым впадинами (асимметрия), какова высота наихудшего отдельного элемента (Rt/Rz), как расположена текстура (RSm) или в каком направлении она проходит (укладка). Для подшипниковой шейки и поверхности прокладки может потребоваться одинаковое значение Ra 0.4 мкм, но при этом совершенно разные реальные поверхности. Рассматривайте Ra как первый фильтр, а затем добавляйте параметр формы или экстремального значения, когда этого требует функция.
Как читать обозначения шероховатости поверхности (125, 32, 0.8 Ra)
 3")
Обозначение шероховатости поверхности, например, «0.8» или «Ra 0.8», означает максимальную среднеарифметическую шероховатость 0.8 мкм; более старое обозначение в имперской системе мер «32» означает 32 мкм, что соответствует той же шероховатости. Если на чертеже указано только число с галочкой, применяется значение по умолчанию ISO: Ra, измеренное с помощью пяти длин выборки и порогом 0.8 мм.
Это значение — заголовок, но полный список... стандартами качества ISO 1302 Символ ISO 21920-1 также может содержать длину выборки, параметр (Ra против Rz), верхний и нижний пределы, метод производства, направление укладки и припуск на обработку.
| Ra (мкм) | Ра (мкдюйм) | Класс ISO (N) | Типичный процесс |
|---|---|---|---|
| 0.1 | 4 | N3 | Притирка, тонкая шлифовка |
| 0.2 | 8 | N4 | Хонингование, прецизионная шлифовка |
| 0.4 | 16 | N5 | Шлифовка, тонкая токарная обработка |
| 0.8 | 32 | N6 | Шлифовка, прецизионная токарная обработка (уплотнительных поверхностей) |
| 1.6 | 63 | N7 | Токарная обработка, фрезерование, электроэрозионная обработка проволокой |
| 3.2 | 125 | N8 | Базовый уровень обработки при токарной/фрезерной обработке |
| 6.3 | 250 | N9 | Черновая обработка, зачистка отливок |
Коэффициент пересчета: 1 мкдюйм = 0.0254 мкм. Параметры технологической колонки являются типичными и не гарантируются, см. диапазон параметров ниже.
Контактные и бесконтактные приборы: инструменты для измерения шероховатости
 4")
Для определения прослеживаемости значений Ra/Rz на большинстве металлических деталей используйте контактный профилометр со щупом, а для слишком мягкой, слишком мелкой, слишком отражающей поверхности или когда требуется трехмерное (3D) изображение, а не единая линия, — бесконтактный оптический прибор. Механически щуп перемещает тонкий алмазный наконечник по поверхности, преобразуя его вертикальное движение в профиль; оптический прибор считывает поверхность отраженным светом, а не касаясь ее. Оба метода являются допустимыми измерительными приборами, выбор подходящего зависит от детали, параметра и бюджета. В данном случае контактное измерение использует зонд (щуп), перемещаемый по поверхности; оптическое измерение профиля считывает поверхность отраженным светом. Портативные измерители шероховатости дают быстрое значение, необходимое для цехового измерения, в то время как лабораторный профилометр обеспечивает точное измерение, прослеживаемое до стандарта. Все эти методы имеют одну и ту же цель: измерить шероховатость, обеспечить стабильное измерение шероховатости поверхности и получить сопоставимые параметры текстуры поверхности.
| Инструмент | Принцип | Профиль / Площадь | Наилучшее использование |
|---|---|---|---|
| Скользящий индикатор стилуса | Стилус + опорная точка (контакт) | Профиль (Ра) | Разрешение/запрет на использование оборудования на производственной площадке Ra |
| профилометр с бесскользящим щупом | Стилус на эталонной точке точности прямолинейности | Профиль (Ra, Rz, Rsk) | Прослеживаемое лабораторное измерение |
| Конфокальный микроскоп | Оптическая фокусировка по глубине (бесконтактная). | Площадь (Са, кв) | Мелкие или деликатные детали |
| Интерферометрия белого света | Фазовый сдвиг (бесконтактный) | Область | Очень гладкие / оптические поверхности |
| Вариации фокусировки | Оптическая фокусировка методом стекирования | Область | Крутые, шероховатые, текстурированные поверхности |
| Блок компаратора | Тактильный/визуальный метод против известного образца | Нет (субъективно) | Быстрая оценка, без приборов. |
- Прослеживаемость до национальных стандартов (эталонные образцы NIST/NPL)
- Прямое измерение Ra/Rz/Rsk, не зависящее от цвета поверхности или отражательной способности.
- Ограничение: наконечник может поцарапать мягкие поверхности; только одна линия; медленнее движение.
- Предел: радиус кончика (2–5 мкм) сглаживает самые узкие впадины.
- Отсутствие повреждений при контакте; полная трехмерная карта местности; быстрое перемещение по территории.
- Субнанометровое вертикальное разрешение на гладких поверхностях
- Ограничение: испытывает трудности на крутых, прозрачных или очень блестящих поверхностях.
- Ограничение: площадь Sa численно не равна профилю Ra.
Какие существуют методы измерения шероховатости поверхности?
Существует три практических семейства. Профилирование контактов Проводит стилусом по поверхности и является стандартным параметром для трассировки Ra и Rz. Бесконтактная оптика Такие методы, как конфокальная микроскопия, интерферометрия белого света и вариация фокуса, используют свет для измерения поверхности и создания карт площади без физического контакта с ней.
сравнение В некоторых методах используется тактильно-визуальный компаратор шероховатости для быстрой оценки, когда под рукой нет прибора; лежащие в основе методы оптической топографии хорошо описаны в патентах, таких как... США 4,340,306 в области интерферометрии со сдвигом фазы. Атомно-силовая микроскопия выходит за рамки этих методов и занимается исследованиями нанометрового диапазона.
Как измерить шероховатость поверхности шаг за шагом
 5")
Получение достоверного показания шероховатости — это шестиэтапная процедура, а не простое нажатие кнопки. Если пропустить калибровку или ориентацию прижимной лапки, полученное число будет просто декоративным. Это стандартный метод измерения шероховатости поверхности с помощью портативного или настольного щупового тестера: щуп перемещается по поверхности с постоянной скоростью, а регистрируемая им шероховатость профиля преобразуется в Ra.
При выполнении измерений в таком порядке шероховатость можно измерить одним и тем же способом дважды; при выполнении измерений в неправильном порядке среднее значение шероховатости будет меняться в зависимости от оператора.
- ✔1. Очистите поверхность. Смахните масло, стружку и пыль, одна частица будет восприниматься как пик и увеличивать значение Rz.
- ✔2. Проведите калибровку по эталонному образцу. Проверьте показания измерительного прибора по эталону шероховатости с прослеживаемой маркировкой (например, НИСТ SRM 2073a(образец типа) перед сменой.
- ✔3. Установите параметр. Сопоставьте значения Ra, Rz или Rsk на чертеже. Измерение Ra, когда на чертеже указано Rz, является скрытой ошибкой.
- ✔4. Выберите пороговое значение (λc). Выберите значение из ожидаемого Ra (см. селектор ниже) — это определяет продолжительность выборки и оценки.
- ✔5. Расположите перпендикулярно плоскости укладки. Проведите инструмент поперёк следов, а не вдоль них. Измерение вдоль направления укладки может давать в 2–3 раза более точные результаты, чем истинное значение.
- ✔6. Пройдите по карте, затем снимите несколько показаний. Проведите оценку по всей длине выборки (пять длин выборки) и усредните результаты по нескольким точкам; поверхности неоднородны.
Стандартный стилус использует наконечник с радиусом 2 мкм и усилием примерно 0.75 мН (согласно ISO 3274; значения по умолчанию для класса Mitutoyo Surftest); для более грубых поверхностей используется наконечник 5 мкм / 4 мН. занесен Прибор опирается на выступающие части поверхности и механически отфильтровывает неровности, что удобно в цеху, но может занижать показания для неровных или изогнутых деталей. безскользящий Прибор перемещается по внутренней прецизионной базовой точке и необходим для определения Rz, Rsk и обеспечения прослеживаемости. Скорость перемещения также имеет значение: слишком высокая скорость приведет к сглаживанию острых впадин щупом.
«Вполне возможно измерить одну и ту же шероховатость двумя разными методами и получить разные результаты. Следование методам ISO не всегда даст наилучшие или наиболее подходящие результаты. При указании информации о шероховатости всегда лучше предоставлять как можно более полную информацию о методе измерения, используемых инструментах и применяемых параметрах».
Университет Саутгемптона, Измерение шероховатости: руководство (Инженерия)
Шаг длины отсечки, который чаще всего неправильно измеряют.
 6")
Длина отсечки (λc) — это длина волны фильтра, которая отделяет шероховатость от волнистости, и выбирается она исходя из ожидаемого значения Ra, а не из размера детали. Если ошибиться, то более длинное измерение ухудшит ситуацию, а не улучшит: слишком большая длина отсечки включает волнистость в показания Ra, а слишком малая отсечка отфильтровывает реальную шероховатость. Именно из-за этой единственной настройки деталь может соответствовать допуску Ra по одному измерительному прибору, но не соответствовать по другому. Эта стандартная шкала взята из ISO 4288 (перенесена в ISO 21920-3) для непериодических профилей, которые чаще всего изготавливаются при механической обработке.
| Ожидаемое значение Ra (мкм) | Пороговое значение λc (мм) | Длина выборки (мм) | Оценочная длина (мм) |
|---|---|---|---|
| > 0.006 в 0.02 | 0.08 | 0.08 | 0.4 |
| > 0.02 в 0.1 | 0.25 | 0.25 | 1.25 |
| > 0.1 в 2 | 0.8 | 0.8 | 4 |
| > 2 в 10 | 2.5 | 2.5 | 12.5 |
| > 10 в 80 | 8 | 8 | 40 |
Значение по умолчанию, если ничего не указано: Ra, 5 длин дискретизации, отсечка 0.8 мм, полоса пропускания 300:1. Источник: таблица выбора ISO 4288.
Пример расчета: деталь, обработанная на токарном станке со скоростью подачи 0.1 мм/об с радиусом закругления 0.8 мм, имеет теоретическое значение Ra, приблизительно равное f²/(31.2·r) = 0.1²/(31.2 × 0.8) ≈ 0.4 мкмРеальное значение Ra выше из-за налипания материала на кромке, вибрации и износа инструмента, но 0.4 мкм попадает в диапазон «0.1–2 мкм», поэтому его следует измерять с отсечкой 0.8 мм на длине оценки 4 мм. Измените скорость подачи и радиус носовой части и достижимое значение Ra, а следовательно, и правильная точка отсечки, изменяется вместе с ним.
Это не так. Точность достигается за счет правильного порогового значения, а не большей длины траверсы. Специалисты по механической обработке на метрологических форумах неоднократно связывают «загадочные» расхождения в значениях Ra с пороговым значением, которое было слишком велико для поверхности, из-за чего в показания влияла волнистость. Сначала задайте λc, исходя из ожидаемого значения Ra; затем длина оценки определяется как пятикратное значение порогового значения.
Типичная шероховатость поверхности в зависимости от процесса обработки (шлифовка, токарная обработка, электроэрозионная обработка, фрезерование).
 7")
Прежде чем доверять каким-либо измеренным значениям Ra, сравните их с тем, что реально может дать данный процесс. В этой таблице приведены типичные достижимые значения Ra для распространенных процессов, полезные как для выбора способа чистовой обработки, так и для выявления физически невозможных измерений (например, для обработанного отверстия Ra не составляет 0.05 мкм). Это типичные диапазоны, полученные из данных по производственным методам в ASME B46.1 и перекрестно проверенных данных по механической обработке; нижний предел зависит от инструмента, материала и жесткости.
| Разработка | Типичное значение Ra (мкм) | Заметки |
|---|---|---|
| Притирка | 0.012-0.1 | Зеркальная полировка, блоки приборов |
| хонингование | 0.025-0.4 | Скважины, плоские поверхности для герметизации |
| Прецизионное шлифование | 0.1-1.6 | 0.1–0.8 (типичное значение); уплотнительные/подшипниковые поверхности |
| Электроэрозионная обработка (EDM) | 0.4-3.2 | Установлено компанией Spark Energy |
| Токарный станок с ЧПУ | 0.4-6.3 | Управление осуществляется за счет подачи и радиуса носовой части. |
| Фрезерные станки | 0.8-6.3 | 3.2 мкм, исходный размер после механической обработки |
| Бурение | 1.6-6.3 | Стенки скважин |
| Распиловка | 1.6-25 | Отрезка заготовки, предварительная обработка |
Материал меняет поверхность пола: пластичный сплав, образующий налет на кромке, обеспечивает более грубую обработку, чем при той же самой резке. чугунв то время как жевательные конфеты имеют мягкую консистенцию. алюминий or нержавеющая сталь Часто требуется завершающий проход для достижения низкого значения Ra. Когда выполнение одной операции по повороту или наземной операции не позволяет достичь заданного значения, реалистичным вариантом является высокоточная обработка. шлифовальное оборудование или заточка, а не постоянное совершенствование токарной обработки.
Какие изменения происходят в метрологии поверхностей (ISO 21920 и площадь в квадратных метрах)?
 8")
Если на ваших чертежах по-прежнему указаны стандарты ISO 4287, ISO 4288 или ISO 1302, то теперь они ссылаются на отмененные стандарты, и это задача по обеспечению соответствия, которую следует запланировать, а не отслеживание рыночной тенденции. В декабре 2021 года Серия ISO 21920 Официально заменил стандарты ISO 4287, ISO 4288, ISO 1302 и части стандарта ISO 13565, касающиеся текстуры поверхности профиля.
Привычные параметры (Ra, Rz, Rsk) сохранились, но правила обозначения, стандартные соглашения и некоторые определения изменились. Практическое действие: проверьте ваши шаблоны чертежей и протоколы проверок на наличие ссылок на старые стандарты и обновите обозначения по мере пересмотра деталей; протокол проверки, в котором упоминается отмененный стандарт, — это потенциальное нарушение, которое может быть выявлено при проверке. В регулируемых отраслях, таких как автомобильная промышленность, где уплотнительная или контрольная поверхность имеет функциональное обозначение EN ISO, оценка качества поверхности на соответствие действующему стандарту является частью процесса утверждения, и такие свойства поверхности, как асимметрия, все чаще указываются на чертеже наряду с Ra.
Второй сдвиг заключается в переходе от 2D-профилирования к площадному измерению. Профиль Ra измеряет одну линию; площадные параметры Sa и Sq в соответствии со стандартом ISO 25178 отображают всю поверхность и описывают текстуры (шлифованные плато, лазерная текстуризация уплотнений, аддитивные поверхности), которые могут быть пропущены при измерении одной линией. Новые системы калибровки, такие как ISO 25178-600/-700 и стандарт интерферометрических приборов 2025 года, выводят бесконтактные оптические и даже поточные измерения на более высокий уровень производства. Площадное измерение не заменяет Ra для обычных обработанных деталей, это инструмент, к которому следует обращаться, когда функциональность зависит от формы текстуры, а не только от ее средней высоты. (Рынок измерительного оборудования растет примерно на несколько процентов, но реальным двигателем здесь является изменение стандартов и переход к функциональным, учитывающим форму техническим характеристикам.)
Часто задаваемые вопросы
Как рассчитывается шероховатость поверхности (Ra)?
Посмотреть ответ
Как рассчитывается Rz, и чем он отличается от Ra?
Посмотреть ответ
Каковы единицы измерения Ра?
Посмотреть ответ
Как измерить шероховатость поверхности 0.8 мкм (Ra 32)?
Посмотреть ответ
Можно ли измерить шероховатость поверхности без профилометра?
Посмотреть ответ
Как шероховатость поверхности влияет на эксплуатационные характеристики детали?
Посмотреть ответ
Почему мы это написали
Компания ANTISHICNC, производитель станков с ЧПУ для токарной, фрезерной и шлифовальной обработки, каждую неделю сталкивается с одними и теми же проблемами качества поверхности: оценка Ra, прошедшая проверку одним методом, но не прошедшая проверку другим, почти всегда из-за длины отрезка или ориентации укладки. Это руководство объединяет стандарты (ISO 21920, ISO 4288, ASME B46.1) и практическую процедуру в одном месте, чтобы параметры качества поверхности измерялись одинаково дважды. Руководство проверено технической командой ANTISHICNC.
Статьи по теме
- Подача и скорость: как скорость подачи и радиус закругления режущей кромки определяют достижимый радиус закругления.
- Обработка нержавеющей стали, стратегии финишной обработки для низкого значения Ra.
- Оборудование для прецизионной шлифовки, позволяющее достигать субмикронной чистоты поверхности.
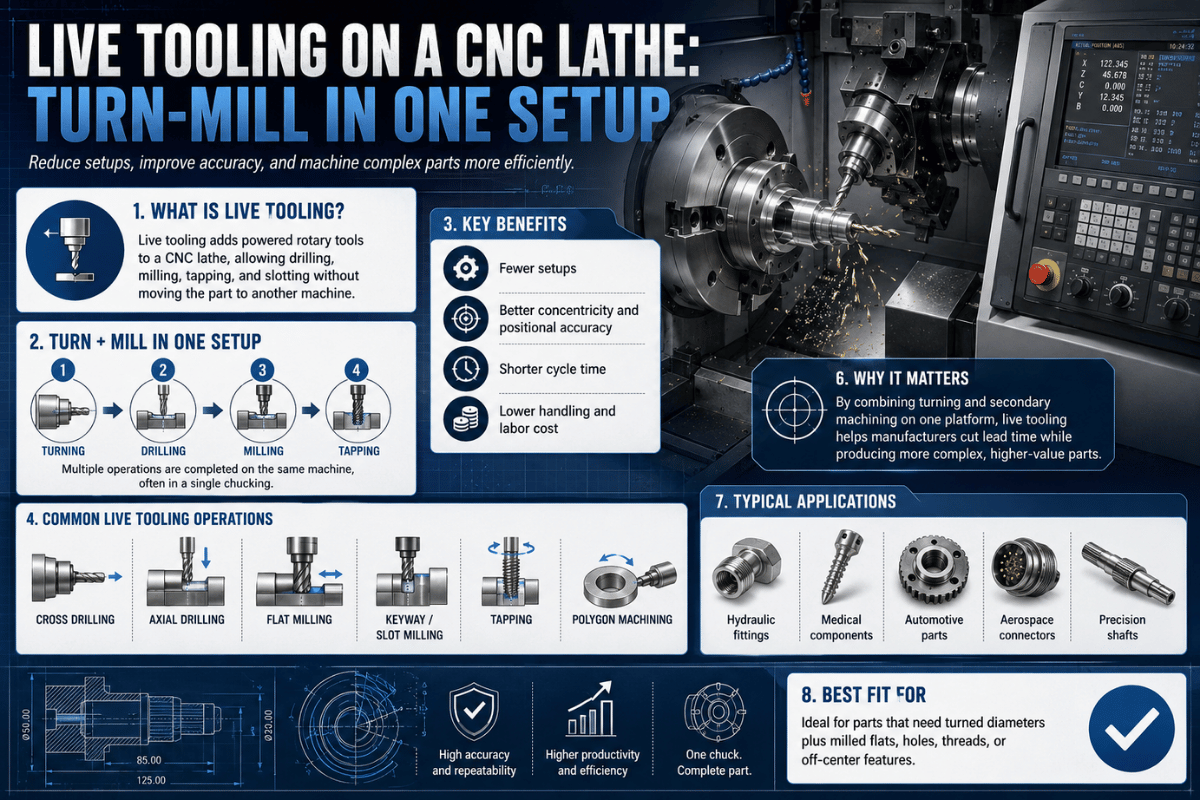
- Токарные станки с приводным инструментом, однозаходные токарные и фрезерные станки.
Ссылки и источники
- Образец для калибровки шероховатости SRM 2073aНациональный институт стандартов и технологий (NIST)
- Руководство по передовой практике № 37: Измерение текстуры поверхности с помощью щупового инструментаНациональная физическая лаборатория (НПЛ)
- ASME B46.1-2019: Текстура поверхности (шероховатость, волнистость, укладка)ASME/ANSI
- ISO 1302:2002 GPS, Индикация текстуры поверхностиМеждународная организация по стандартизации
- Измерение шероховатости: руководствоСаутгемптонский университет, инженерный факультет
- Понимание качества поверхности: за пределами средней шероховатости (Ra)АСЕЭ
- ISO 25178-603:2025, Приборы для интерферометрии с фазовым сдвигом на плоскостиISO