È possibile utilizzare una tabella delle velocità di taglio una volta convertita la velocità superficiale in velocità del mandrino effettivamente prodotta dal tornio. È qui che molti sistemi falliscono: la tabella indica i SFM (piedi al minuto), mentre la macchina necessita di RPM (giri al minuto), ma gli RPM dipendono dal diametro del pezzo.
Utilizzate questa guida come foglio di avvio del lavoro. Individuate il materiale di lavoro e il materiale dell'utensile, impostate i giri al minuto (RPM) tramite SFM, verificate la compatibilità con la velocità massima della vostra macchina e, se necessario, riducetela o aumentatela in base all'analisi dei trucioli, alla durata dell'utensile, alle vibrazioni, ai fluidi di raffreddamento e all'aspetto della finitura. Non vi è alcuna garanzia di produttività finale. Questa guida vi fornisce solo un percorso per ottenere una prima lavorazione valida.
Specifiche rapide: Impostazione della velocità di rotazione in sintesi
| Valore del grafico | Velocità di superficie, solitamente indicata come SFM o FPM per le officine con sistema di misurazione in pollici e m/min per le officine con sistema metrico. |
| Ingresso tornio | Giri al minuto, avanzamento per giro, profondità di taglio, raggio della punta dell'utensile, refrigerante e sporgenza dell'utensile |
| Formula rapida | RPM = SFM x 3.82 / diametro del pezzo in pollici |
| Prima correzione | Se il taglio vibra, si sbava, il materiale si indurisce o il bordo si brucia, modificare la velocità e l'avanzamento insieme |
| controllo della macchina | Per i diametri grandi potrebbe essere necessaria una coppia a basso numero di giri; per le lavorazioni su piccoli utensili in metallo duro potrebbe essere necessaria una capacità di rotazione elevata. |
La scala a 5 gradini con prima velocità e diametro variabile
Non iniziare dai giri al minuto (RPM). Inizia dal materiale, dal tipo di utensile e dal diametro. Poi procedi a ritroso: velocità al minuto (SFM), RPM, avanzamento, taglio di prova, correzione. A 100 SFM, un albero da 1 pollice richiede 382 RPM mentre un albero da 2 pollici ne richiede 191, quindi il diametro determina se la tabella è delicata o aggressiva.
Come leggere una tabella della velocità di taglio prima di impostare i giri al minuto
 1")
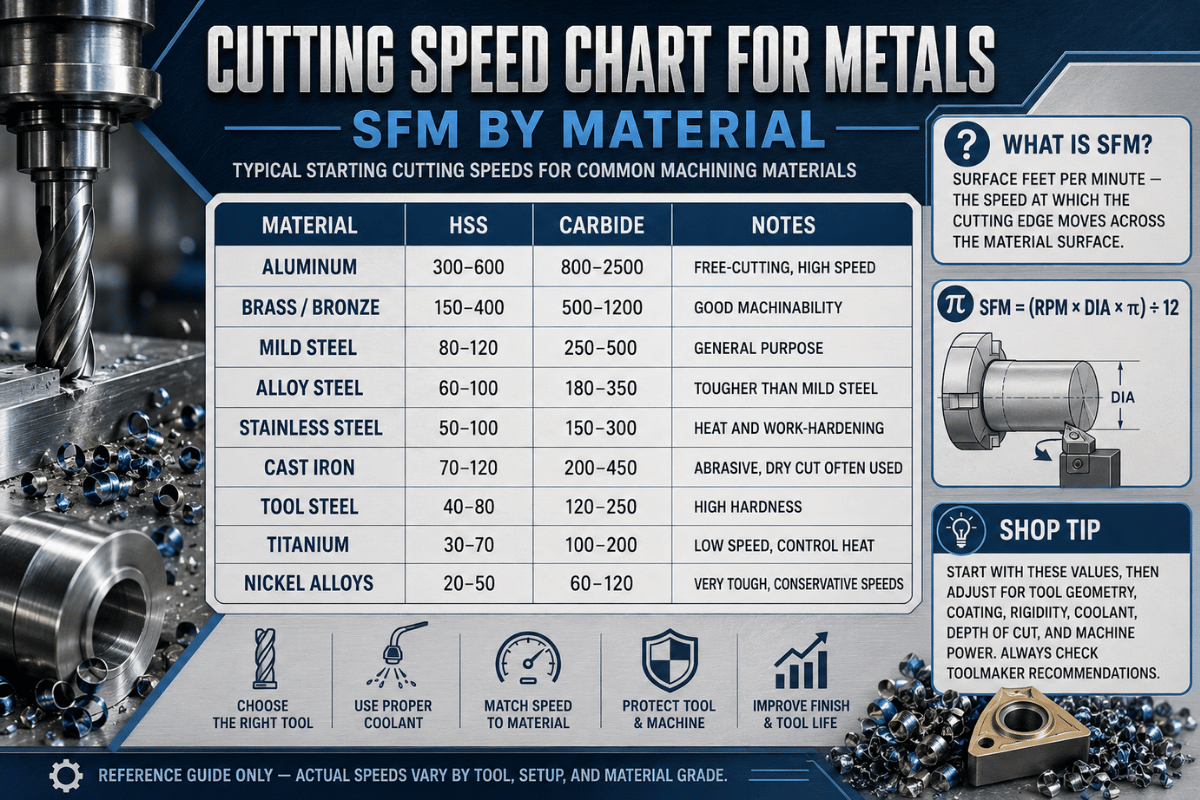
SFM sta per "piedi al minuto di superficie". Rappresenta la velocità del pezzo in lavorazione che scorre sul tagliente dell'utensile. Sul tornio, si riferisce al bordo esterno di un pezzo in rotazione: man mano che le dimensioni diminuiscono, anche la velocità diminuisce, poiché il pezzo si muove più lentamente, anche se il mandrino rimane a una determinata velocità.
Questo principio garantisce che non sia possibile semplicemente trasporre il diagramma alla scatola del mandrino. Quando si confronta la tornitura di una barra grezza di tre pollici con la tornitura di un albero di un pollice con una passata di finitura di poco più di un terzo di pollice, ciascuna presenta un diverso dilemma di velocità.
Per leggere i grafici della velocità di taglio, procedi in modo sequenziale: identifica il tipo generale di metallo; scegli il materiale specifico dell'utensile; valuta il livello di rigidità della macchina; e, per calcolare i giri al minuto (RPM) a partire dalla velocità al minuto (SFM), utilizza le dimensioni attuali del pezzo (non quelle del disegno).
La maggior parte dei macchinisti esperti ripete una frase tratta dalla vita di tutti i giorni, e per sicurezza anche dall'officina: il calcolo delle formule è fondamentale, ma il suono, la geometria del truciolo e lo stato dell'utensile sono i veri navigatori nel regno della velocità.
Sui torni manuali, quando il pezzo sporge molto dal mandrino, il portautensili è leggero o il lotto di materiale è sconosciuto, è consigliabile iniziare con una velocità di rotazione nella metà inferiore di un intervallo. Con la tornitura CNC, la velocità di superficie costante può mantenere la velocità di rotazione specifica più precisa, ma è comunque necessario un limite massimo di giri al minuto e una presa sufficiente delle ganasce per il diametro.
Tabella delle velocità di taglio per materiale e tipo di utensile
 2")
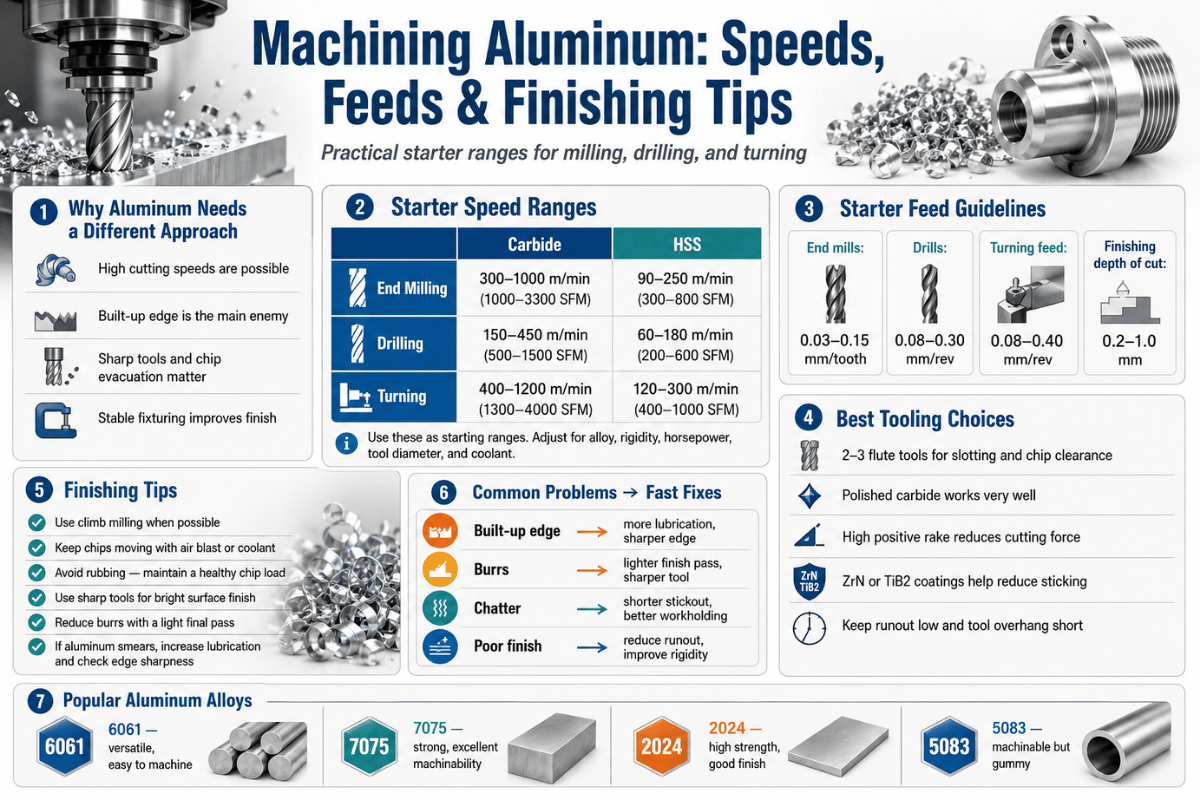
Di seguito sono riportati i valori di FPM o SFM consigliati per la tornitura, utilizzati nelle tipiche lavorazioni al tornio, e altri parametri rilevanti basati sulle ipotesi di una tabella utensili: - Avanzamento di 0.004 ipr, - Profondità di taglio di 0.040 pollici, - Durata di lavoro tra riaffilatura o sostituzione di 180 minuti. Questi valori sono indicativi e non rappresentano parametri definitivi per qualsiasi tornio.
| Gruppo materiale | Esempi | Inizio HSS | Avvio del carburo | Nota del negozio |
|---|---|---|---|---|
| Acciaio al carbonio per lavorazione meccanica libera | 1117, 1212, 1213 | 270-290 piedi al minuto | 820-1045 piedi al minuto | Ottimo materiale per una prima prova se il tornio e l'utensile sono rigidi. |
| Acciaio a basso tenore di carbonio | 1006-1026 | 125-215 piedi al minuto | 800-885 piedi al minuto | Osservare il bordo accumulato quando l'alimentazione è troppo leggera. |
| Acciaio al carbonio medio | 1027-1052 | 55-180 piedi al minuto | 670-970 piedi al minuto | La differenza di durezza è importante; se non si conoscono le condizioni del prodotto, iniziare con un valore basso. |
| acciaio legato a lavorabilità migliorata | 4140, 4150 | 70-200 piedi al minuto | 430-685 piedi al minuto | La condizione 4140 può modificare il risultato; non ignorare il trattamento termico. |
| Inossidabile austenitico | 201, 304, 304L, 321, 347 | 115-135 piedi al minuto | 570 FPM | Mantieni l'utensile tagliente. Lo sfregamento può indurire la superficie. |
| ghisa | classi di ferro grigio | 145-215 piedi al minuto | 410 FPM | Il taglio a secco è una pratica comune, ma il controllo della polvere rimane comunque importante. |
| Ottone | Ottone automatico | 300-350 piedi al minuto | 1170 FPM | Utilizzare una geometria dell'utensile adeguata; l'ottone può impigliarsi se usato con il bordo sbagliato. |
| Bronzo | Leghe di bronzo in generale | 200-250 piedi al minuto | 715 FPM | Le leghe abrasive possono usurare gli acciai inossidabili più rapidamente di quanto suggerisca il grafico. |
| Alluminio lavorato | Serie 5000, 6000, 7000 | 500-600 piedi al minuto | 2820 FPM | Il controllo del chip e i giri al minuto disponibili spesso limitano la configurazione effettiva. |
Un articolo sulla pagina dedicata alla tornitura dei metalli di ANTISHICNC suggerisce velocità di rotazione comprese tra 70 e 135 FPM per le punte in acciaio rapido (HSS) per acciaio dolce e tra 140 e 270 FPM per gli inserti; questi valori tendono a privilegiare i parametri generali delle macchine piuttosto che le prestazioni ideali per una singola combinazione utensile-pezzo.
Converti SFM in RPM con la scala di velocità "Diametro-Primo".
 3")
La versione in pollici del calcolo della velocità di taglio è: SFM = pi x diametro in pollici x RPM / 12. Molti operatori di macchine utensili usano RPM = SFM x 3.82 / diametro in pollici. Questo numero 3.82 è semplicemente 12 / pi.
Scheda Formula
SFM da RPM: SFM = 0.262 x diametro (pollici) x RPM
RPM da SFM: RPM = SFM x 3.82 / diametro (pollici)
Sistema metrico: m/min = pi greco x diametro (mm) x giri al minuto / 1000
| Impostare | Velocità obiettivo | Diametro | RPM calcolato | Decisione |
|---|---|---|---|---|
| HSS su albero in acciaio | 100 SF | 1.000 in | 382 RPM | Un buon punto di partenza per chi si avvicina al mondo del tornio manuale. |
| Stesso acciaio, barra più grande | 100 SF | 2.000 in | 191 RPM | La metà dei giri al minuto perché il diametro è raddoppiato. |
| Carburo su alluminio | 500 SF | 0.500 in | 3820 RPM | Serve un tornio con una velocità di rotazione sufficientemente elevata. |
| Verifica della formula pubblicata | 2 pollici a 700 giri/minuto | 2.000 in | 366.33 SF | Corrisponde all'esempio della Mitsubishi. |
Scenario: Un macchinista esegue la sgrossatura di un albero in acciaio 4140 da 2 pollici utilizzando un utensile HSS. Consultando le tabelle per i materiali 4140/4150, la velocità di avanzamento (SFM) varia da 70 a 200 FPM. Provando un'impostazione di 100 SFM si ottiene una velocità di 191 RPM. Se i trucioli diventano blu e il tagliente dell'utensile si usura rapidamente, ridurre la SFM. Se i trucioli rimangono filamentosi e l'utensile inizia a sfregare contro il pezzo, sperimentare con un avanzamento leggermente superiore prima di ignorare la raccomandazione della tabella per la SFM.
Acciaio rapido contro carburo: quando il numero più alto nella tabella non è un buon punto di partenza
 4")
I grafici relativi al carburo spesso mostrano valori di SFM (velocità di taglio) molto più elevati rispetto all'HSS (acciaio rapido). Questo non significa che ogni inserto in carburo debba essere utilizzato nella parte superiore del piano di lavoro di ogni tornio. Il carburo predilige il calore, la rigidità e un avanzamento sufficiente per lavorare il tagliente. Su una configurazione elastica, il carburo può scheggiare a una velocità in cui un utensile in HSS affilato taglierebbe silenziosamente.
Vantaggi dell'HSS
L'acciaio rapido (HSS) mantiene il filo più a lungo, può funzionare in modo affidabile anche su macchine più piccole o meno potenti e offre prestazioni efficaci a basse velocità di taglio. Gli impieghi principali di questo materiale includono: piccole produzioni, lavori di riparazione, alberi stretti, operazioni manuali ininterrotte e tagli su materiali non familiari all'operatore.
La velocità di taglio è limitata dal calore. Quando un utensile da taglio si riscalda al punto che il suo bordo inizia a diventare incandescente, la sua durata si riduce esponenzialmente.
Vantaggi del carburo
Il carburo ha la capacità di eseguire tagli ad alta velocità ed è particolarmente adatto a materiali più abrasivi, a condizione che la macchina, il portautensili, la qualità dell'inserto in carburo e i fluidi da taglio siano stati selezionati correttamente per l'applicazione.
La velocità di taglio è limitata dal supporto. Morsetti allentati, supporti del mandrino deboli, velocità di avanzamento insufficiente o vibrazioni eccessive dell'utensile potrebbero effettivamente comportare una produttività complessiva inferiore nelle lavorazioni ad alta velocità con utensili in metallo duro rispetto alle lavorazioni a bassa velocità ottimizzate con utensili in acciaio rapido (HSS).
Scenario: Il tuo pezzo in acciaio inossidabile 304 vibra sul tuo piccolo tornio manuale. Sebbene numerose tabelle possano suggerire che è possibile utilizzare l'utensile in metallo duro a una velocità di taglio (SFM) molto più elevata rispetto a quella tipica per gli utensili in acciaio rapido (HSS), in pratica, quando l'acciaio inossidabile inizia a presentare il rischio di incrudimento, la soluzione al problema delle vibrazioni potrebbe non risiedere solo nella velocità di taglio (che dovrebbe essere regolata inizialmente a una SFM inferiore), ma potrebbe richiedere un inserto di taglio più affilato, una minore sporgenza (sbalzo dell'utensile) dell'utensile di taglio, una maggiore stabilità del portautensili, un'applicazione costante del flusso di truciolo sull'inserto e potenzialmente l'utilizzo di utensili da taglio in metallo duro con angolo di spoglia positivo.
Tornitura, fresatura, foratura e alesatura: perché una macchina utensile multifunzione non è sempre uguale a una sola configurazione.
 5")
La velocità di taglio non è l'unico problema legato ad avanzamenti e velocità di rotazione. Le frese hanno denti, carico del truciolo, impegno radiale e diametro dell'utensile. Le punte da trapano intrappolano il calore all'interno di un foro. Gli alesatori rimuovono un piccolo sovrametallo e necessitano di un avanzamento pulito e costante. Gli utensili di tornitura tagliano la superficie esterna di un pezzo in rotazione.
Ecco perché i diagrammi spesso distinguono tra tornitura, fresatura, foratura e alesatura anche quando il materiale è lo stesso. Le linee guida su velocità e avanzamento avvertono inoltre che concentrarsi solo sui giri al minuto può nascondere un problema di alimentazione; un carico di trucioli troppo basso può creare vibrazioni anche se la velocità sembra ragionevole.
| Funzionamento | Ingresso diametro | Rischio principale | Come si usa il grafico? |
|---|---|---|---|
| Svolta | Diametro del pezzo | Vibrazioni, usura dei bordi, finitura scadente | Convertire SFM in RPM al diametro standard attuale. |
| Fresatura | Diametro fresa | Carico di trucioli errato, sfregamento, flessione dell'utensile | Utilizzare SFM con carico di truciolo per dente e impegno radiale. |
| Perforazione | Diametro del trapano | Calore racchiuso all'interno del foro | Se l'evacuazione dei trucioli è scarsa, iniziare con una velocità inferiore rispetto alla tornitura a ruota libera. |
| Alesatura | Diametro dell'alesatore | Foro sovradimensionato, segni di vibrazione | Utilizzare una velocità inferiore con alimentazione costante e un'adeguata tolleranza di peso. |
Per il contesto della selezione degli strumenti, vedere le guide di ANTISHICNC a tipi di utensili da taglio e utensili da taglio in metallo.
Cosa succede se la velocità di taglio è troppo alta o troppo bassa?
 6")
Le scelte errate in termini di velocità non si manifestano con un singolo sintomo. Una velocità eccessiva può bruciare un utensile, sbavare l'alluminio o indurire l'acciaio inossidabile. Una velocità insufficiente può invece causare sfregamento anziché taglio, peggiorare la finitura e indurre l'operatore ad aumentare l'avanzamento per motivi errati.
| Sintomo | Causa probabile | Prima correzione | Non dimenticare |
|---|---|---|---|
| chip blu e usura rapida dei bordi | Velocità superficiale troppo elevata per l'utensile o il liquido di raffreddamento | Ridurre la SFM del 15-25% | Verificare la qualità dell'inserto o l'affilatura dell'acciaio rapido (HSS). |
| Chiacchiere su un lungo albero | Velocità eccessiva per la rigidità, oppure alimentazione troppo leggera | Ridurre lo sbalzo, sostenere il lavoro, modificare la velocità | Un punto di appoggio centrale o stabile potrebbe essere più importante del numero di giri al minuto. |
| Sfregamento e finitura scadente | Edge non sta prendendo un vero chip | Alza leggermente l'alimentazione o usa un bordo più affilato | Rallentare di nuovo può peggiorare lo sfregamento. |
| La superficie dell'acciaio inossidabile peggiora a ogni passaggio | Indurimento del lavoro dovuto allo sfregamento o al tempo di permanenza | Utilizzare un utensile preciso e affilato e un'alimentazione costante. | Non lasciare che l'utensile rimanga a lungo sulla spalla. |
| L'alluminio si accumula sul bordo | Geometria, velocità o lubrificazione errate | Utilizzare un bordo affilato e levigato e un fluido da taglio | Un numero di giri più elevato senza controllo del chip può peggiorare la finitura. |
Scenario: per un piccolo pezzo in alluminio è prevista una velocità di 3820 giri/minuto, ma il tornio raggiunge al massimo 2500 giri/minuto. Non abbandonare il grafico. Utilizzare la velocità massima stabile consentita dalla macchina, scegliere un utensile affilato, tenere sotto controllo la saldatura dei trucioli e accettare che il tempo di ciclo sarà diverso rispetto a un tornio CNC ad alta velocità.
Confronta la tabella con la gamma di velocità e la modalità di controllo del tuo tornio.
 7")
Un grafico delle velocità può rivelare un'incompatibilità tra macchina e prodotto prima dell'acquisto. Se la maggior parte dei pezzi ha un diametro elevato, la coppia a bassi giri e il riduttore sono fondamentali. Se la maggior parte dei pezzi sono di piccole dimensioni in alluminio o ottone, il limite massimo di giri è importante. Se i diametri variano durante la lavorazione, la velocità di superficie costante (CSS) del CNC può far risparmiare tempo, ma necessita di un limite di giri sicuro.
| Tipo di tornio | Segnale di intervallo di velocità | Miglior adattamento del grafico | Collegamento alla pianificazione interna |
|---|---|---|---|
| Tornio per metalli generico | 70-2500 RPM | Riparazioni miste, lavori su alberi e in officina | Panoramica del tornio per metalli |
| Tornio universale | 40-2000 RPM | Formazione manuale, officina, tornitura di riparazione | pagina del tornio universale |
| Tornio CNC | 40-6000 RPM | Piccoli componenti, velocità di superficie costante, lavorazione di utensili in carburo | pagina della macchina tornio CNC |
| Tornio per filettatura di tubi | 20-650 RPM | Tubo di grandi dimensioni, filettatura, tornitura pesante a velocità ridotta | pagina del tornio per filettatura tubi |
| Tornio verticale | 0.4-63 RPM | Lavorazioni di grande diametro in cui la velocità superficiale si raggiunge a regimi di rotazione molto bassi. | Pagina del tornio verticale |
Gli utenti CNC dovrebbero anche comprendere G96 e G97. G96 mantiene una velocità superficiale costante mentre l'utensile si muove sulla superficie del pezzo; G97 mantiene un numero di giri fisso. In prossimità dell'asse centrale, è comunque necessaria una velocità massima del mandrino sicura, poiché un calcolo basato esclusivamente su una velocità superficiale costante porterebbe a un aumento del numero di giri.
Per la pianificazione dei processi, confrontare Torni CNC e centri di tornitura, quindi rivedere Tornitura e fresatura CNC se il pezzo necessita di caratteristiche sia rotonde che prismatiche.
Standard, tracciabilità dei materiali e lista di controllo per il preventivo
La velocità di taglio non è specificata negli standard OSHA, ANSI, ISO, ASTM o ASME come un singolo valore in giri al minuto (RPM), ma tali standard influenzano comunque il quadro decisionale relativo al taglio. La norma OSHA 29 CFR 1910.212 disciplina le protezioni delle macchine per i punti di lavoro, e la versione eCFR della 29 CFR 1910.212 è il testo di riferimento da consultare in caso di modifiche alle protezioni o all'accesso al mandrino. Le linee guida NIST per le unità SI aiutano a mantenere la coerenza delle conversioni tra m/min, mm, pollici e piedi/min. Le categorie ISO delle macchine utensili e le risorse del codice ASME sono utili riferimenti quando un progetto passa dalla fase di allestimento in officina alla produzione documentata.
| Elemento di tracciabilità | Annotare sul foglio di configurazione | Soglia di decisione | Riferimento autorevole |
|---|---|---|---|
| Sorveglianza e accesso | Protezione del mandrino, protezione contro i trucioli, accesso al fermo e supporto della barra | Prima di eseguire l'operazione con barre da 2 pollici a oltre 1000 giri/minuto o con qualsiasi sporgenza lunga, effettuare una revisione. | OSHA 29 CFR 1910.212 |
| Controllo del testo legale | Clausola OSHA/29 CFR applicabile utilizzata dal responsabile della sicurezza | Utilizzare prima di modificare la protezione, la portata del dispositivo o la posizione dell'operatore. | eCFR 29 CFR 1910.212 |
| Conversione di unità | Note di conversione SFM, m/min, 25 mm, 50 mm, 1 pollice e 2 pollici | Utilizzare un solo sistema di unità per ogni foglio di impostazione; non mescolare millimetri e pollici senza una conversione scritta. | Unità SI del NIST |
| Categoria macchina | Tornio manuale, tornio CNC, tornio verticale o tornio per filettatura di tubi | Utilizzare il quadro di selezione prima di presentare un preventivo per pezzi con diametro superiore a 250 mm o inferiore a 25 mm. | Elenco delle categorie ISO delle macchine utensili |
| Scheda del progetto | Baseline del progetto, note del caso di studio, risultato della produzione, produttività e tasso di rilavorazione | Registra dopo i primi 30 minuti o le prime 10 parti, quindi rivedi prima di ripetere la citazione | Portale dei codici e degli standard ASME |
Questo non significa affermare che ogni lavoro di tornitura necessiti di un rapporto sui materiali ASTM o di un pacchetto di codici ASME. Si tratta di una lista di controllo per il preventivo. Se il progetto richiede la tracciabilità dei materiali ASTM, una revisione della sicurezza delle macchine ANSI o ISO, una documentazione interna sull'implementazione in loco o un'approvazione da parte dell'ufficio tecnico, è necessario acquisire tali informazioni prima di valutare il risultato della produzione basandosi esclusivamente sulla produttività.
Per il controllo dell'unità, scrivere esattamente i valori di impostazione: 25 mm, 50 mm, 100 mm, 250 mm, 1 pollice, 2 pollici, 4 pollici, 6 pollici, avanzamento 0.004 pollici, profondità di taglio 0.040 pollici, primi 30 minuti di produzione, punto di revisione 8 ore, nota di azione correttiva 24 ore e 12 mesi di note di riordino. Questa piccola abitudine mantiene la matrice decisionale leggibile anche mesi dopo.
Trasforma il grafico in un foglio di impostazione prima della produzione
 8")
Un foglio di impostazione impedisce che la creazione di un grafico diventi un'operazione a tentoni. Annotate il valore del grafico, il risultato della formula e la prima correzione prima di procedere al taglio della prima parte. Questo velocizza l'impostazione della seconda parte e fornisce all'operatore successivo informazioni più affidabili della semplice memoria.
Foglio di impostazione della velocità del tornio
- Registrare il grado e le condizioni del materiale, ad esempio 4140 ricotto, acciaio inossidabile 304, 6061-T6 o materiale di magazzino sconosciuto.
- Annotare il materiale dell'utensile, la qualità dell'inserto, il raggio di punta, il tipo di spoglia e se viene utilizzato un liquido di raffreddamento.
- Registrare il diametro iniziale, il valore SFM target, i giri al minuto calcolati e i giri al minuto effettivamente utilizzati dalla macchina.
- Registrare la velocità di avanzamento, l'avanzamento per giro, la profondità di taglio, la sporgenza dell'utensile e il metodo di bloccaggio del pezzo.
- Registrare il colore, la forma, il suono, la finitura superficiale e l'usura dell'utensile dopo il superamento del test.
- Registra la velocità e l'avanzamento finali dopo la correzione, non solo il numero della tabella.
Per gli operatori manuali, ANTISHICNC suggerimenti per la tornitura dei metalli Questa guida è una lettura utile perché gli errori di velocità spesso si presentano insieme a errori di altezza dell'utensile, supporto centrale e avanzamento.
Quando si sceglie un tornio per metalli, è importante tenere conto dei requisiti di velocità di taglio.
 9")
Un preventivo per un tornio dovrebbe includere più di semplice diametro massimo di tornitura, distanza tra le punte e potenza del motore. Portate con voi un piccolo foglio di calcolo sulla velocità al colloquio di acquisto. Elencate il diametro massimo, il diametro minimo, il materiale più comune, il tipo di utensile e la velocità al minuto desiderata. Quindi chiedete se la macchina è in grado di mantenere tali velocità con la coppia, il mandrino e la modalità di controllo necessari per il pezzo.
| Domanda dell'acquirente | Perché è importante | Prove da portare |
|---|---|---|
| Il mandrino può girare lentamente con una coppia elevata? | L'acciaio di grande diametro può essere calcolato a bassi giri al minuto, ma necessita comunque di potenza. | Diametro massimo, qualità del materiale, profondità di taglio. |
| Il mandrino riesce a girare abbastanza velocemente? | Per piccole lavorazioni su alluminio o carburo, è possibile calcolare velocità superiori a 3000 giri al minuto. | Diametro minimo e SFM target. |
| Il sistema di controllo supporta una velocità di superficie costante? | Le lavorazioni di spianatura e conicità possono variare il diametro in modo continuo. | Disegno del pezzo e velocità massima di rotazione sicura del mandrino. |
| Il sistema di fissaggio resisterà a tale velocità? | Il numero di giri al minuto (RPM) è una questione di sicurezza, non solo di produttività. | Dimensioni del mandrino, tipo di ganascia, lunghezza della barra, metodo di supporto. |
Scenario: un'officina propone preventivi sia per flange in acciaio da 10 pollici che per boccole in alluminio da 0.75 pollici. Per la flangia, un tornio verticale potrebbe essere la soluzione ideale, data la bassa velocità di rotazione calcolata e il peso del pezzo. Per la boccola, invece, un tornio CNC con una velocità massima di 6000 giri/minuto sarebbe più indicato. Un grafico indica due macchine molto diverse tra loro.
Se stai abbinando una famiglia di parti a una macchina, inizia con tornio per metalli ANTISHICNC Dopo una panoramica, inviare il materiale, l'intervallo di diametro, la tolleranza e il tipo di utensile previsto per una verifica della gamma di velocità.
Prospettive: Grafici statici, calcolatori e librerie di strumenti CAM nel 2026
 10")
I grafici statici possono essere utili perché ci illustrano la "scala", ovvero come l'acciaio 4140, l'acciaio inossidabile 304 e l'alluminio 6061 non appartengano realmente alla stessa "fascia di velocità". Le calcolatrici aiutano a farlo ancora più rapidamente, eliminando la necessità di eseguire calcoli aritmetici su diametro e velocità specifica. I dati della libreria utensili CAM rappresentano un livello di sofisticazione molto più elevato, memorizzando note su materiale, utensili, tipi di portautensili, fluidi di raffreddamento e specifiche della macchina utensile.
Tutti e tre condividono un punto debole: il primo taglio necessita ancora di ispezione. Nel 2026, il flusso di lavoro migliore non è tabella contro calcolatrice. È tabella per l'intervallo iniziale, calcolatrice per i giri al minuto, foglio di configurazione per la tracciabilità e correzione da parte dell'operatore per la macchina reale.
FAQ
Qual è la velocità di taglio ottimale?
La velocità di taglio ottimale è quella velocità superficiale che consente di ottenere una durata accettabile dell'utensile, un efficace controllo dei trucioli, un livello di calore adeguato e una finitura superficiale accettabile su macchine specifiche. Qualsiasi tabella tu possa trovare fornisce solo una linea guida; la velocità varierà in base alle condizioni del materiale, al design dell'utensile, al tipo di fissaggio, al tipo di refrigerante e alla rigidità intrinseca del portautensili del tornio e della macchina utensile stessa.
Come si calcola la velocità di taglio a partire dai giri al minuto?
La formula per la velocità superficiale (SFM = Surface Feet Per Minute, piedi al minuto) è SFM = 0.262 x diametro in pollici x RPM. Per il sistema metrico diventa (m/min = pi greco x diametro in mm x RPM / 1000). Un esempio tipico si può vedere cercando il valore di SFM: 2 pollici di diametro, 700 RPM e circa 366.33 SFM. Ma è possibile anche invertire il processo: prendere un valore di SFM dalla tabella e determinare i RPM del mandrino usando questa equazione: RPM = SFM x 3.82 / diametro in pollici.
Cosa succede se la velocità di taglio è troppo elevata?
Con l'aumento della temperatura degli utensili, i bordi si smussano; il truciolo può strapparsi invece di fratturarsi nettamente e la superficie finita può risultare sbavata e irregolare. Gli acciai inossidabili possono essere difficili da tagliare una volta che le loro superfici si sono indurite a causa di tempi di permanenza o sfregamenti. Ridurre la velocità del mandrino con diminuzioni moderate.
Qual è la velocità di taglio per l'acciaio 4140?
Per acciai legati ad alta lavorabilità come il 4140 e il 4150, una tabella di tornitura comune potrebbe suggerire 70-200 FPM per utensili HSS e 430-685 FPM per utensili in carburo. Se si lavora con il 4140 e il materiale appare indurito, l'impostazione potrebbe essere meno rigida, oppure si eseguiranno tagli interrotti, quindi è consigliabile iniziare con valori più bassi. Calcoliamo una barra di 2" di diametro a 100 SFM. 100 SFM = 0.262 x 2" x RPM, quindi 100 = 0.524 x RPM; ovvero RPM = 100/0.524 = 190.8. E sulla barra di 1" di diametro: RPM = 100/(0.262*1) = 381.7.
Qual è una velocità di taglio sicura per l'alluminio?
Per l'alluminio lavorato (materiale delle serie 5000, 6000 e 7000), la stessa tabella indica 500-600 FPM per l'acciaio rapido (HSS) e 2820 FPM per il carburo. Si noti cosa questi valori probabilmente richiederanno in termini di giri al minuto del mandrino e velocità della macchina, nonché buone caratteristiche di formazione del truciolo.
Il carburo è sempre più veloce dell'acciaio rapido?
Sebbene molti materiali si prestino bene a una lavorazione più rapida con il carburo, non è consigliabile impostare la velocità di taglio più elevata con il carburo a meno che le condizioni non lo richiedano.
La velocità della superficie è uguale alla velocità del mandrino?
No. La velocità superficiale indica la rapidità con cui il materiale si muove sul tagliente. La velocità del mandrino è il numero di giri al minuto (RPM) del mandrino stesso. Il diametro è il parametro che li collega. A parità di RPM, un diametro di 2 pollici ha una velocità superficiale doppia rispetto a un diametro di 1 pollice.