Bijgewerkt juni 2026
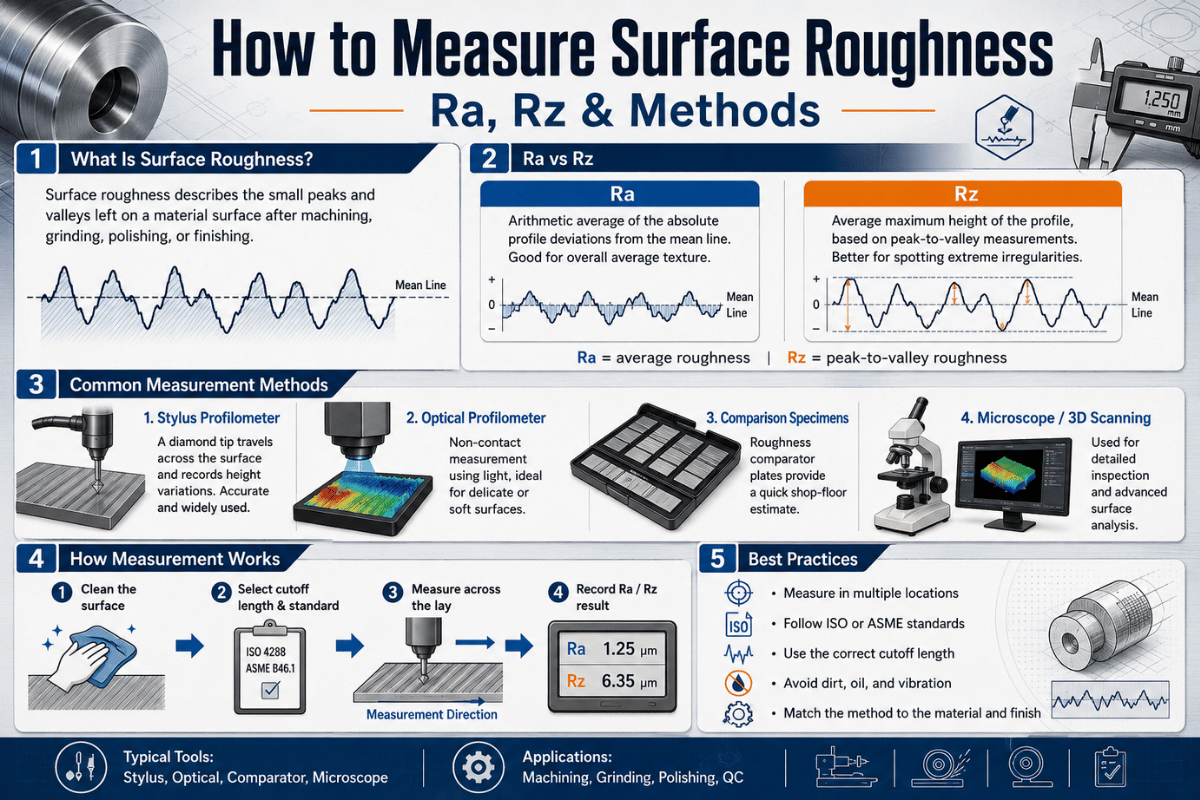
Het meten van oppervlakteruwheid is in de praktijk een gedisciplineerde workflow: je beweegt een stylus of optische sensor over een bewerkt oppervlak, scheidt de fijne textuur van golvingen en vorm met een afsnijfilter en rapporteert één enkele parameter, bijna altijd. RaDe gemiddelde ruwheid (Ra) wordt gemeten in micrometers (µm) of micro-inches (µin). Dat klinkt eenvoudig en het getal op de meter lijkt definitief. Meestal is dat echter niet het geval. Twee metingen van hetzelfde oppervlak kunnen sterk van elkaar verschillen als de afsnijlengte, de richting van de stylus of een parameter verkeerd is ingesteld. Een onderdeel kan binnen de Ra-tolerantie vallen, maar toch lekken, vastlopen of slijten. Een betrouwbare meting van de oppervlakteruwheid hangt net zozeer af van het meetsysteem en de instellingen als van het instrument zelf. Deze handleiding beschrijft de ruwheidsparameters, de meetinstrumenten, de daadwerkelijke stapsgewijze procedure en de filterstap die bij de meeste metingen fout gaat. Zo wordt het begrijpen en beheersen van de oppervlakteruwheid herhaalbaar in plaats van een gok, ongeacht of het onderdeel een glad oppervlak heeft of een van de ruwe oppervlakken in de buurt van een zaagsnede.
Snelle specificaties
| Meest voorkomende parameter | Ra (rekenkundige gemiddelde ruwheid), in µm of µin |
| Kerninstrumenten | Contactprofilometer met stylus; contactloze optische methode (confocaal, interferometrie, focusvariatie) |
| Overkoepelende normen | ISO 21920-serie (2021, vervangt ISO 4287/4288/1302); ASME B46.1-2019 |
| Typische styluspunt | 2 µm straal, 0.75 mN kracht (volgens ISO 3274) |
| Grenswaarde (λc) bereik | 0.08–8 mm, geselecteerd op basis van de verwachte Ra-waarde. |
| Conversieanker | 125 µin ≈ 3.2 µm; 63 µin ≈ 1.6 µm; 32 µin ≈ 0.8 µm |
Wat oppervlakteruwheid nu eigenlijk is (ruwheid versus golving versus vorm)
?")
Oppervlakteruwheid verwijst naar de fijne pieken en dalen die door het productieproces op een oppervlak zijn achtergelaten. Deze worden gekwantificeerd als de gemiddelde verticale afwijking van het werkelijke profiel ten opzichte van een gemiddelde lijn over een gedefinieerde meetlengte. De meting van oppervlakteruwheid laat zien in hoeverre het werkelijke oppervlak afwijkt van zijn ideale geometrie bij korte golflengten. Het begrijpen van oppervlakteruwheid begint met het beschouwen ervan als de afwijking van een werkelijk oppervlak van zijn ideale vorm, en niet als een enkele kwaliteitsklasse.
Het is slechts één van de drie onderdelen van oppervlakte textuurDe volledige geometrie van elk bewerkt oppervlak is een stapel van drie golflengtebanden: formulier (de algehele vorm, langste golflengte), golving (middellange golflengte golving als gevolg van machinetrillingen of een onbalans in de slijpschijf), en ruwheid (de kortste golflengte van gereedschaps- of procesmarkeringen). Elke ruwheidsmeting isoleert die kortste band en negeert de rest.
Die scheiding is de kern van de zaak. Elke profilometer legt één gecombineerd oppervlakteprofiel vast, waarna een filter de lange golflengten verwijdert, zodat alleen het ruwheidsprofiel overblijft. De hoogte van het profiel ten opzichte van de gemiddelde lijn wordt door het instrument omgezet in een getal dat het oppervlak karakteriseert. Deze oppervlaktekenmerken en -eigenschappen (de kleine onregelmatigheden op het oppervlak, of onregelmatigheden op het oppervlak die door het instrument zijn achtergelaten) zijn precies wat een ruwheidsmeting kwantificeert. Zoals de metrologiehandleiding van de Universiteit van Southampton het stelt: ruwheid en golving komen zelden geïsoleerd voor — "de meeste oppervlakken zijn een combinatie van alle drie en het is gebruikelijk om ze afzonderlijk te beoordelen." Er is geen vaste golflengte waarbij golving overgaat in ruwheid; de grens wordt bepaald door de gekozen afsnijfrequentie, waardoor twee ingenieurs "hetzelfde" oppervlak kunnen meten en verschillende resultaten kunnen rapporteren. ASME B46.1-2019De oriëntatie, oftewel de dominante richting van het oppervlaktepatroon, is een vierde descriptor die bepaalt hoe je het instrument oriënteert.
In de praktijk levert dit probleem problemen op. Een machinist in de werkplaats kan een geslepen as afkeuren omdat de Ra-waarde van 0.4 µm "niet voldoet", terwijl de meter ten onrechte de golvingen van een versleten spindellager in de meting meerekent, de ruwheid de hele tijd binnen de specificaties viel en de kostbare fout in de afsnijfrequentie zat, niet in het onderdeel zelf. Deze foutmodus komt vaak voor, juist omdat elk ISO-golflengtefilter (een afsnijfrequentie van 0.8 mm registreert andere informatie dan een van 2.5 mm) het resultaat beïnvloedt. Het correct scheiden van de banden is daarom cruciaal voordat je een oppervlakteruwheidsmeting kunt vertrouwen.
Oppervlakteruwheidsparameters: Ra, Rz, Rq en wat Ra verbergt
?")
Ra is de rekenkundige gemiddelde ruwheid, het gemiddelde van de absolute afwijkingen van het ruwheidsprofiel ten opzichte van de gemiddelde lijn over de evaluatielengte, en Rz is de gemiddelde maximale hoogte, het gemiddelde van de vijf grootste piek-dalafstanden over de meetlengtes. Ra is stabiel en gemakkelijk te controleren, waardoor het dominant is in tekeningen; Rz is gevoeliger voor geïsoleerde krassen en bramen en voor de hoogste piek in het spoor. Ra is slechts een gemiddelde van de amplitude, en dat is het probleem: net als alle amplitudeparameters meet het de verticale hoogte, maar het negeert de absolute afwijkingen. vorm van het profiel. Twee onderdelen met verschillende ruwheidsniveaus kunnen nog steeds dezelfde parameter nodig hebben, en twee onderdelen met dezelfde Ra-waarde kunnen een zeer verschillende oppervlakteruwheid hebben. Het afstemmen van de parameter op de toepassing is wat een ruw getal omzet in daadwerkelijke oppervlaktekwaliteit; een hoge ruwheid is niet automatisch slecht, en een lage waarde is niet automatisch goed.
Twee oppervlakken kunnen een identieke Ra-waarde hebben en zich toch op tegengestelde manieren gedragen. Een cilinderboring met plateau-afwerking (diepe olievasthoudende dalen, vlakke lagerpieken) en een scherp, puntig gedraaid oppervlak kunnen beide een Ra-waarde van 0.4 µm hebben, maar het ene oppervlak dicht af en smeert, terwijl het andere de afdichting beschadigt. Het verschil zit hem in de scheefheid (Rsk)Een negatieve scheefheid betekent dat de curve voornamelijk in het dal ligt (goed voor lagers en olieretentie), een positieve scheefheid betekent dat de curve voornamelijk in de piek ligt (goed voor hechting, slecht voor afdichtingen). Als de functie afhangt van afdichting, lagers of vermoeiing, geef dan Rsk of Rz op naast Ra; Ra alleen is niet voldoende om ze te onderscheiden.
| Parameter | Wat het vastlegt | Best gebruikt voor |
|---|---|---|
| Ra | Rekenkundig gemiddelde van de afwijking van de gemiddelde lijn | Algemene controle; meeste tekeningen en procesbewaking |
| Rz | Gemiddelde van de 5 hoogste pieken en dalen | Afdichtingsvlakken, vermoeiingsgevoelige onderdelen, krasdetectie |
| Rq (RMS) | Wortelgemiddelde kwadratische afwijking (geeft meer gewicht aan pieken) | Optische oppervlakken, statistische analyse |
| Rt | Totale hoogte, hoogste piek-dalwaarde over de evaluatielengte | Laagdikte, lekpaden, defectscreening |
| rsk | Scheefheid — asymmetrie met dominantie van pieken versus asymmetrie met dominantie van dalen | Lagers, afdichtingen, smering, verfhechting |
Parameterdefinities volgens ISO 21920-2 / ASME B46.1-2019.
Wat vertelt Ra je wel, en wat niet?
Ra geeft de gemiddelde hoogte van de textuur aan, punt uit. Het is reproduceerbaar, ongevoelig voor een enkele uitschieter en goed geschikt om geleidelijke procesafwijkingen tijdens een productierun te detecteren. Een versleten inzetstuk of een overbelaste slijpschijf zorgt ervoor dat Ra gestaag stijgt naarmate deze botter wordt.
Wat Ra niet vertelt: of het profiel pieken of dalen vertoont (scheefheid), hoe hoog het slechtste afzonderlijke kenmerk is (Rt/Rz), hoe de textuur is verdeeld (RSm), of in welke richting deze loopt (ligging). Een lagerpen en een pakkingvlak kunnen dezelfde Ra-waarde van 0.4 µm hebben, maar toch compleet verschillende oppervlakken vereisen. Beschouw Ra als een eerste filter en voeg vervolgens een vorm- of extreme-waardeparameter toe wanneer de functie dit vereist.
Hoe lees je een oppervlakteafwerkingsspecificatie (125, 32, 0.8 Ra)?
?")
Een oppervlakteafwerkingsaanduiding zoals "0.8" of "Ra 0.8" betekent een maximale rekenkundige gemiddelde ruwheid van 0.8 µm; een oudere imperiale aanduiding van "32" betekent 32 µin, wat dezelfde afwerking is. Als een tekening alleen een getal met een vinkje weergeeft, geldt de ISO-standaard: Ra, gemeten met vijf meetlengtes en een afsnijding van 0.8 mm.
Die waarde is de kop van het artikel, maar een volledig ISO 1302 Het ISO 21920-1-symbool kan ook de bemonsteringslengte, de parameter (Ra versus Rz), een boven- en ondergrens, de productiemethode, de legrichting en een bewerkingsmarge bevatten.
| Ra (µm) | Ra (µin) | ISO-klasse (N) | Typisch proces |
|---|---|---|---|
| 0.1 | 4 | N3 | Lappen, fijn slijpen |
| 0.2 | 8 | N4 | Honen, precisieslijpen |
| 0.4 | 16 | N5 | Slijpen, fijndraaien |
| 0.8 | 32 | N6 | Slijpen, precisiedraaien (afdichtingsvlakken) |
| 1.6 | 63 | N7 | Draaien, frezen, draad-EDM |
| 3.2 | 125 | N8 | Na bewerking: basislijn voor draaien/frezen |
| 6.3 | 250 | N9 | Ruwe bewerking, reiniging van gietstukken |
Omrekening: 1 µin = 0.0254 µm. De proceskolom is typisch, maar niet gegarandeerd; zie de procesaanduiding hieronder.
Contact versus contactloos: instrumenten die ruwheid meten
?")
Gebruik een contactprofilometer voor traceerbare Ra/Rz-waarden op de meeste metalen onderdelen, en een contactloos optisch instrument wanneer het oppervlak te zacht, te klein, te reflecterend is, of wanneer u een 3D-beeld (oppervlakteprofiel) nodig hebt in plaats van een enkele lijn. Mechanisch gezien sleept een stylus een fijne diamantpunt over het oppervlak en zet deze verticale beweging om in een profiel; een optisch instrument leest het oppervlak af met gereflecteerd licht in plaats van het aan te raken. Beide zijn valide meetinstrumenten; het juiste instrument hangt af van het onderdeel, de parameter en het budget. Bij een contactmeting wordt een sonde (de stylus) over het oppervlak gesleept; een optische profielmeting leest het oppervlak af met gereflecteerd licht. Draagbare ruwheidsmeters geven snel een waarde voor gebruik in de werkplaats, terwijl een laboratoriumprofilometer een nauwkeurige meting levert die traceerbaar is naar een standaard. Al deze methoden hebben hetzelfde doel: de ruwheid meten, de oppervlakteruwheid consistent meten en vergelijkbare oppervlaktestructuurparameters rapporteren.
| Instrument | Principe | Profiel / Oppervlakte | Beste gebruik |
|---|---|---|---|
| slippende stylusmeter | Stylus + glijcontact (contact) | Profiel (Ra) | Op de werkvloer wel/niet doorgaan met Ra |
| Sliploze stylusprofilometer | Stylus op precisie rechtheidsreferentiepunt | Profiel (Ra, Rz, Rsk) | Traceerbare laboratoriummeting |
| Confocale microscoop | Optische scherpstelling door de diepte (contactloos) | Oppervlakte (Sa, Sq) | Kleine of delicate onderdelen |
| Witlichtinterferometrie | Faseverschuivingsinterferentie (contactloos) | Oppervlakte | Zeer gladde / optische oppervlakken |
| Focusvariatie | Optische focusstapeling | Oppervlakte | Steile, ruwe, gestructureerde oppervlakken |
| Vergelijkingsblok | Tastbaar/visueel versus bekend exemplaar | Geen (subjectief) | Snelle schatting, geen instrument nodig |
- Herleidbaar tot nationale standaarden (NIST/NPL-referentiemonsters)
- Directe Ra/Rz/Rsk, niet beïnvloed door oppervlaktekleur of reflectiviteit.
- Beperking: punt kan krassen veroorzaken op zachte oppervlakken; slechts één lijn tegelijk; langzamer
- Grenswaarde: puntstraal (2–5 µm) maakt de smalste dalen stomp.
- Geen contactschade; volledige (3D) kaart; snel over een gebied
- Verticale resolutie van minder dan een nanometer op gladde oppervlakken
- Beperking: problemen op steile, transparante of zeer glanzende oppervlakken.
- Beperking: de oppervlakte Sa is niet numeriek gelijk aan de profiel Ra.
Wat zijn de methoden om de oppervlakteruwheid te meten?
Er zijn drie praktische gezinnen. Contactprofiel Hiermee wordt een stylus over het oppervlak bewogen; dit is de traceerbare standaard voor Ra en Rz. contactloze optische Methoden zoals confocale microscopie, witlichtinterferometrie en focusvariatie gebruiken licht om het oppervlak te meten en oppervlaktekaarten te produceren zonder het aan te raken.
Vergelijk Bij deze methoden wordt gebruikgemaakt van een tactiele/visuele ruwheidsvergelijker voor een snelle schatting wanneer er geen instrument voorhanden is; de onderliggende optische-topografietechnieken zijn goed gedocumenteerd in patenten zoals... Amerikaanse 4,340,306 op het gebied van faseverschuivingsinterferometrie. Atoomkrachtmicroscopie gaat nog een stap verder en is geschikt voor onderzoek op nanometerniveau.
Stapsgewijze handleiding voor het meten van oppervlakteruwheid
?")
Een geldige ruwheidsmeting is een procedure van zes stappen, geen kwestie van één druk op de knop. Sla de kalibratie of de oriëntatie over en het getal is slechts een indicatie. Dit is de standaardmethode voor het meten van oppervlakteruwheid met een draagbare of stationaire stylusmeter. De stylus beweegt met een constante snelheid over het oppervlak en de geregistreerde profielruwheid wordt omgerekend naar Ra.
Als de metingen in deze volgorde worden uitgevoerd, kan de ruwheid tweemaal op dezelfde manier worden gemeten; als de metingen in een andere volgorde worden uitgevoerd, varieert het gemiddelde van de ruwheid afhankelijk van de operator.
- ✔1. Maak het oppervlak schoon. Verwijder olie, spanen en stof; zelfs een enkel deeltje wordt als een piek gemeten en verhoogt de Rz-waarde.
- ✔2. Kalibreer met behulp van een referentiemonster. Controleer de meting aan de hand van een traceerbare ruwheidsstandaard (bijvoorbeeld een NIST SRM 2073a-type exemplaar) vóór de verschuiving.
- ✔3. Stel de parameter in. De tekening moet overeenkomen met Ra, Rz of Rsk. Het meten van Ra terwijl de tekening Rz vereist, is een stille fout.
- ✔4. Kies de afsnijwaarde (λc). Kies de waarde uit de verwachte Ra (zie de selector hieronder) — hiermee worden de bemonsterings- en evaluatielengte ingesteld.
- ✔5. Oriënteer loodrecht op de helling. Meet dwars op de gereedschapssporen, niet erlangs. Meten langs de richting van de groeven kan een 2-3 keer gladdere uitslag geven dan de werkelijke waarde.
- ✔6. Loop door het gebied en neem vervolgens meerdere metingen. Voer de volledige evaluatieperiode uit (vijf meetperiodes) en middels meerdere posities; oppervlakken zijn niet uniform.
Een standaard stylus gebruikt een puntradius van 2 µm bij een kracht van ongeveer 0.75 mN (conform ISO 3274; standaardwaarden van Mitutoyo Surftest); voor ruwere oppervlakken wordt een punt van 5 µm / 4 mN gebruikt. slipte Een meetinstrument rust op een schuif op de oppervlaktepieken en filtert mechanisch oneffenheden weg. Dit is handig in de werkplaats, maar kan bij golvende of gebogen onderdelen een te lage meting geven. sliploos De meetklok beweegt zich over een intern precisiereferentiepunt en is vereist voor Rz-, Rsk- en traceerbare metingen. Ook de traversesnelheid is van belang: te snel en de stylus rondt scherpe dalen af.
“Het is heel goed mogelijk om een enkele ruwheid met twee verschillende methoden te meten en verschillende resultaten te verkrijgen. Het volgen van ISO-methoden levert niet altijd de beste of meest geschikte antwoorden op. Bij het vermelden van ruwheidsgegevens is het altijd raadzaam om zo volledig mogelijke informatie te verstrekken over de meetmethode, de gebruikte instrumenten en de toegepaste parameters.”
Universiteit van Southampton, Ruwheidsmeting: een handleiding (Engineering)
De afkaplengte is de stap die bij de meeste metingen fout gaat.
?")
De afsnijlengte (λc) is de golflengte van het filter die ruwheid van golving scheidt. Deze waarde wordt gekozen op basis van de verwachte Ra-waarde, niet op basis van de afmetingen van het onderdeel. Een verkeerde afsnijlengte zorgt ervoor dat een langere meting de situatie verergert in plaats van verbetert: een te grote afsnijlengte zorgt ervoor dat golving in de Ra-waarde wordt opgenomen, terwijl een te kleine afsnijlengte de werkelijke ruwheid filtert. Deze ene instelling verklaart waarom een onderdeel binnen de Ra-tolerantie kan vallen bij de ene meetmethode, maar afgekeurd kan worden bij een andere. Deze standaardladder is afkomstig van ISO 4288 (overgenomen in ISO 21920-3) voor niet-periodieke profielen, het type profiel dat bij de meeste bewerkingsprocessen wordt geproduceerd.
| Verwachte Ra (µm) | Afsnijding λc (mm) | Bemonsteringslengte (mm) | Evaluatielengte (mm) |
|---|---|---|---|
| > 0.006 tot 0.02 | 0.08 | 0.08 | 0.4 |
| > 0.02 tot 0.1 | 0.25 | 0.25 | 1.25 |
| > 0.1 tot 2 | 0.8 | 0.8 | 4 |
| > 2 tot 10 | 2.5 | 2.5 | 12.5 |
| > 10 tot 80 | 8 | 8 | 40 |
Standaardwaarde wanneer niets is gespecificeerd: Ra, 5 meetlengtes, afsnijfrequentie van 0.8 mm, bandbreedte van 300:1. Bron: ISO 4288 selectietabel.
Uitgewerkt voorbeeld: een onderdeel dat gedraaid is met een voeding van 0.1 mm/omwenteling en een neusradius van 0.8 mm heeft een theoretische bodemradius Ra van ongeveer f²/(31.2·r) = 0.1²/(31.2 × 0.8) ≈ 0.4 μmDe werkelijke Ra-waarde ligt hoger vanwege opbouw van materiaal aan de rand, trillingen en slijtage van het gereedschap, maar 0.4 µm valt binnen de bandbreedte van "0.1 tot 2 µm", dus je zou het meten met een afsnijding van 0.8 mm over een evaluatielengte van 4 mm. Wijzig de voedingssnelheid en neusradius En de haalbare Ra, en daarmee de juiste afsnijwaarde, verschuift mee.
Dat klopt niet. Nauwkeurigheid komt voort uit de juiste afsnijding, niet uit een langere meetlengte. Machinisten op metrologiefora herleiden de "mysterieuze" Ra-verschillen herhaaldelijk tot een afsnijding die te groot was voor het oppervlak, waardoor golvingen in de meting werden getrokken. Stel λc eerst in op basis van de verwachte Ra; de evaluatielengte volgt dan als vijf keer de afsnijding.
Typische oppervlakteruwheid per bewerkingsproces (slijpen, draaien, EDM, frezen)
?")
Voordat u een gemeten Ra-waarde vertrouwt, controleer deze dan eerst aan de hand van wat het proces realistisch kan produceren. Deze tabel geeft typische haalbare Ra-waarden voor gangbare processen. Deze tabel is handig voor het kiezen van een afwerkingsmethode en om metingen te herkennen die fysiek onmogelijk zijn (een gedraaide boring heeft bijvoorbeeld geen Ra-waarde van 0.05 µm). Dit zijn typische bereiken uit productiemethodegegevens in ASME B46.1 en gevalideerde bewerkingsgegevens; de ondergrens is afhankelijk van gereedschap, materiaal en stijfheid.
| Proces | Typische Ra (µm) | Notes |
|---|---|---|
| Lappen | 0.012-0.1 | Spiegelende afwerkingen, meetblokken |
| Honing | 0.025-0.4 | Boringen, plateau-afwerkingen voor afdichting |
| Precisie slijpen | 0.1-1.6 | 0.1–0.8 typisch; afdichtings-/lagervlakken |
| EDM (die-sink) | 0.4-3.2 | Aangedreven door vonkenergie |
| CNC draaien | 0.4-6.3 | Aangedreven door de aanvoer en de neusradius |
| freesmachines | 0.8-6.3 | 3.2 µm onbewerkte basislijn |
| Boren | 1.6-6.3 | Boorgatwanden |
| Zagen | 1.6-25 | Materiaal afsnijden, voorbewerking |
Het materiaal verandert de vloer: een kneedbare legering die zich aan de rand ophoopt, heeft een ruwer oppervlak dan dezelfde snede in een ander materiaal. gietijzerterwijl kleverige soorten zoals zachte aluminium or roestvrij staal Vaak is een extra manoeuvre nodig om een lage Ra-waarde te bereiken. Wanneer een enkele draai- of grondmanoeuvre het doel niet kan bereiken, is precisievliegen de meest realistische optie. slijpapparatuur of slijpen in plaats van steeds fijner draaien.
Wat verandert er in de oppervlaktemetrologie (ISO 21920 en oppervlakte per vierkante meter)?
?")
Als uw tekeningen nog steeds verwijzen naar ISO 4287, ISO 4288 of ISO 1302, dan verwijzen ze nu naar ingetrokken normen. Dit is een nalevingstaak die u moet inplannen, en geen markttrend om in de gaten te houden. In december 2021 ISO 21920-reeks heeft formeel de ISO 4287, ISO 4288, ISO 1302 en delen van ISO 13565 vervangen voor de textuur van profieloppervlakken.
Bekende parameters (Ra, Rz, Rsk) blijven bestaan, maar symboolregels, standaardconventies en sommige definities zijn gewijzigd. Praktische actie: controleer uw tekeningsjablonen en inspectierapporten op verwijzingen naar oude normen en werk de specificaties bij wanneer onderdelen worden herzien. Een inspectierapport dat verwijst naar een ingetrokken norm is een potentiële bevinding tijdens een audit. In gereguleerde sectoren zoals de automobielindustrie, waar een afdichtings- of controleoppervlak een functionele EN ISO-specificatie heeft, is het beoordelen van de oppervlaktekwaliteit aan de hand van de huidige norm onderdeel van de goedkeuring. Oppervlakte-eigenschappen zoals scheefheid verschijnen steeds vaker op de tekening naast Ra.
Een tweede verschuiving gaat van 2D-profielmeting naar oppervlaktemeting. Profielmeting Ra meet een enkele lijn; oppervlakteparameters, Sa en Sq volgens ISO 25178, brengen het hele oppervlak in kaart en beschrijven texturen (geslepen plateaus, lasergetextureerde afdichtingen, additieve oppervlakken) die met een enkele meting gemist kunnen worden. Nieuwe kalibratiekaders zoals ISO 25178-600/-700 en de interferometrie-instrumentnorm van 2025 stimuleren contactloze optische en zelfs inline-metingen in hoogwaardige productieprocessen. Oppervlaktemeting is geen vervanging voor Ra bij een routinematig bewerkt onderdeel, maar is het instrument bij uitstek wanneer de functionaliteit afhangt van de vorm van de textuur, en niet alleen van de gemiddelde hoogte. (De markt voor meetapparatuur groeit met ongeveer een midden-eencijferig percentage, maar de echte drijfveer hierachter is de verandering in normen en de verschuiving naar functionele, vormbewuste specificaties.)
Veelgestelde Vragen / FAQ
Hoe wordt de oppervlakteruwheid (Ra) berekend?
Bekijk antwoord
Hoe wordt Rz berekend en waarin verschilt het van Ra?
Bekijk antwoord
Wat zijn de eenheden van Ra?
Bekijk antwoord
Hoe meet ik een oppervlakteafwerking van 0.8 µm (Ra 32)?
Bekijk antwoord
Kan ik de oppervlakteruwheid meten zonder profielmeter?
Bekijk antwoord
Hoe beïnvloedt oppervlakteruwheid de prestatie van een onderdeel?
Bekijk antwoord
Waarom we dit schreven
Als fabrikant van CNC-draai-, frees- en slijpmachines ziet ANTISHICNC wekelijks dezelfde geschillen over oppervlakteafwerking op de werkvloer: een Ra-waarde die met de ene meetmethode wel voldoet en met de andere niet, vrijwel altijd terug te voeren op de afsnijlengte of de oriëntatie van de materiaallagen. Deze handleiding bundelt de normen (ISO 21920, ISO 4288, ASME B46.1) en de praktische procedure, zodat een oppervlaktespecificatie altijd op dezelfde manier wordt gemeten. Beoordeeld door het technische team van ANTISHICNC.
Gerelateerde artikelen
- Voeding en snelheid: hoe de voedingssnelheid en de neusradius de haalbare Ra-waarde bepalen.
- Verspanen van roestvrij staal, afwerkingsstrategieën voor een lage Ra-waarde
- Precisieslijpmachines voor het bereiken van submicron-afwerkingen.
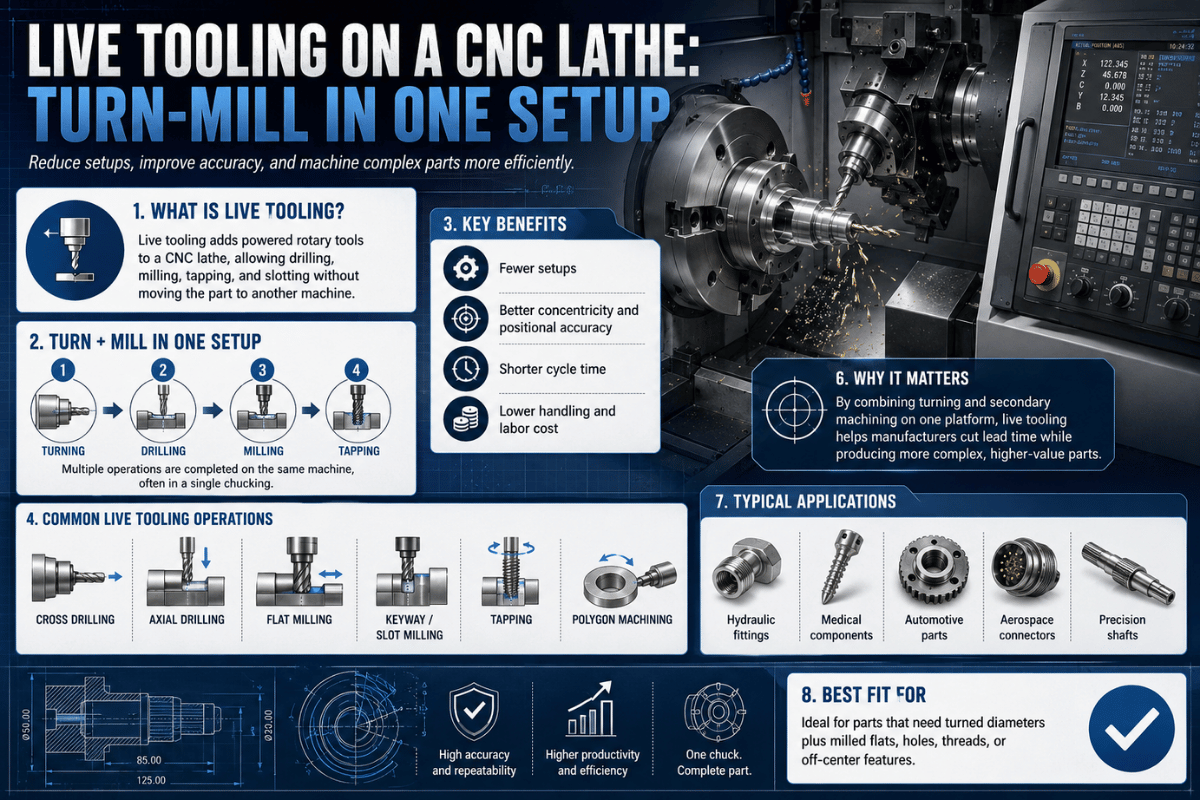
- Aangedreven draaibanken, draaien en frezen in één enkele opspanning
Referenties en bronnen
- SRM 2073a RuwheidskalibratiemonsterNationaal instituut voor normen en technologie (NIST)
- Richtlijn voor goede praktijken nr. 37: Oppervlaktetextuurmeting met behulp van een stylusinstrumentNationaal Fysisch Laboratorium (NPL)
- ASME B46.1-2019: Oppervlaktestructuur (ruwheid, golving, laag)ASME/ANSI
- ISO 1302:2002 GPS, Indicatie van oppervlaktestructuurInternational Organization for Standardization
- Ruwheidsmeting: een handleidingUniversiteit van Southampton, Ingenieurswetenschappen
- Oppervlaktekwaliteit begrijpen: verder dan gemiddelde ruwheid (Ra)ASEE
- ISO 25178-603:2025, Areaal Phase-Shifting Interferometry InstrumentsISO