切削速度表は、表面速度を旋盤が実際に生成する主軸回転数に変換した後に使用できます。多くのシステムがここで問題を抱えます。表はSFMまたはFPMを示していますが、機械に必要なのはRPMであり、RPMはワークの直径に依存します。
このガイドは作業開始時の準備シートとしてご活用ください。加工材料と工具材料を確認し、SFM(切削速度測定)で回転数(RPM)を設定し、機械の加工速度能力との整合性を確認します。切削分析、工具寿命、振動、クーラント、仕上がり状態などを考慮して、回転数を調整してください。最終的な生産性を保証するものではありません。あくまでも、有効な初回切削を行うための道筋を示すものです。
クイックスペック:旋回速度設定の概要
| チャート値 | 表面速度は、インチ系の工場では通常SFMまたはFPM、メートル系の工場ではm/minで表されます。 |
| 旋盤入力 | 回転数、1回転あたりの送り量、切削深さ、工具先端半径、クーラント、工具突き出し量 |
| 速効性フォーミュラ | RPM = SFM × 3.82 / ワークピース直径(インチ) |
| 最初の訂正 | 切削時にビビリ音、スメア、加工硬化、または刃先の焦げが生じた場合は、速度と送り速度を同時に変更してください。 |
| 機械チェック | 大径の場合は低回転トルクが必要となり、小径の超硬加工の場合は高回転能力が必要となる場合がある。 |
5段式直径ファーストスピードラダー
回転数(RPM)から始めないでください。まずは材料、工具の種類、直径から始めましょう。次に、切削速度(SFM)、回転数(RPM)、送り速度、試し切り、修正の順に進めていきます。100 SFMの場合、1インチのシャフトには382 RPMが必要ですが、2インチのシャフトには191 RPMが必要です。つまり、直径によってチャートの加工速度が緩やかになるかが決まります。
回転数を設定する前に、切断速度チャートの読み方
1")
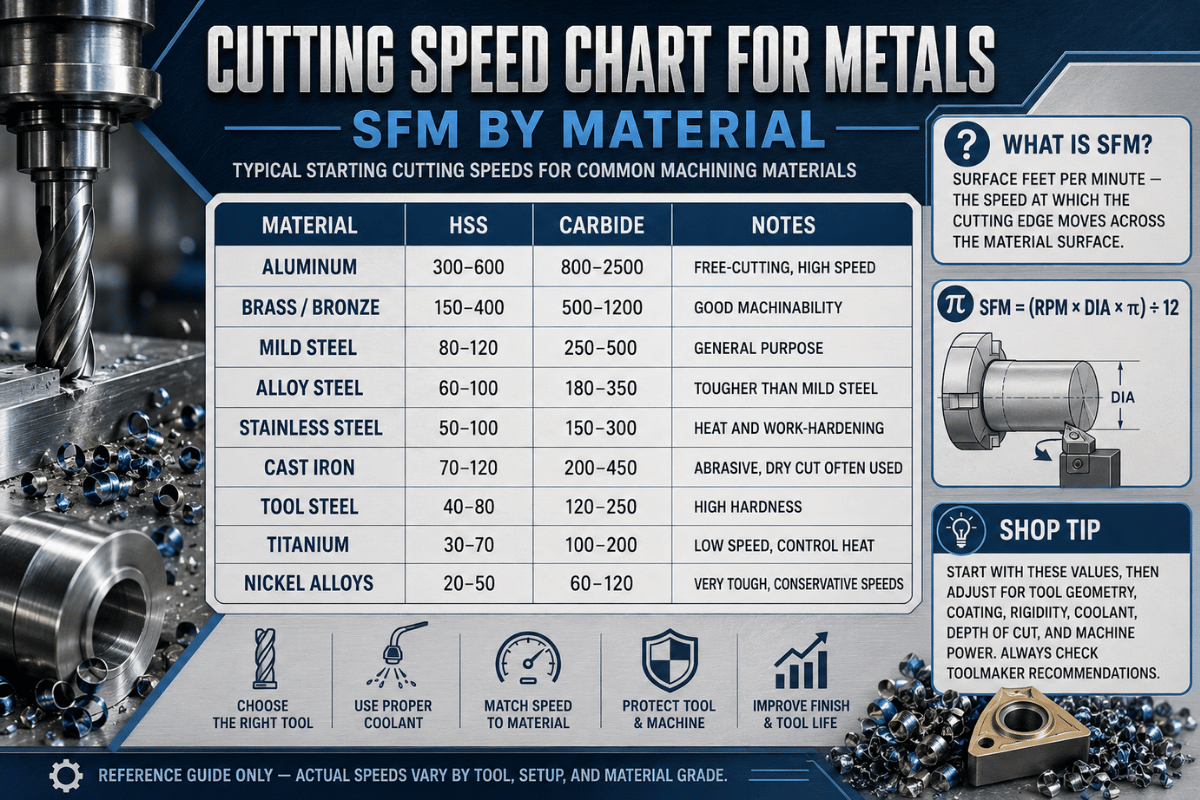
SFMは「表面速度(フィート/分)」の略です。これは、工作物が工具の切削刃を通過する速度を表します。旋盤では、これは回転する部品の外周に関係します。部品のサイズが小さくなるにつれて、スピンドルの回転数が一定であっても、工作物の移動速度が遅くなるため、速度も低下します。
この原理により、チャートをスピンドルボックスに単純に転記することはできません。3インチの粗削り棒を旋削する場合と、仕上げ切削を3分の1インチ強行う1インチのシャフトを旋削する場合を比較すると、それぞれ異なる速度に関する問題が生じます。
切削速度のチャートを読むには、次の順序で行ってください。金属の一般的な種類を特定します。特定の工具材質を選択します。機械の剛性レベルを評価します。SFMからRPMを計算する際には、図面サイズではなく、現在の部品寸法を使用します。
経験豊富な機械工のほとんどは、念のため、日常生活や作業現場でよく口にするフレーズを繰り返します。「計算式は近似値に過ぎず、音、切りくずの形状、そしてカッターの状態こそが、速度の領域における真の羅針盤となる。」
手動旋盤では、加工物がチャックから大きく突き出ている場合、ツールポストが軽い場合、または材料のロットが不明な場合は、回転数範囲の下半分付近から開始してください。CNC旋盤では、一定の表面速度でSFMをより正確に維持できますが、それでも最大回転数制限と、加工径に見合った十分なチャックグリップが必要です。
材料と工具の種類別切削速度表
2")
以下に、一般的な旋盤セットアップ作業で使用される推奨FPMまたはSFM旋削値と、ツールチャートの仮定に基づくその他の関連パラメータを示します。- 送り速度:0.004 ipr、- 切削深さ:0.040インチ、- 再研磨または交換間の作業寿命:180分。これは参考値として記載しており、どの旋盤にも適用できる決定的なパラメータではありません。
| 材料グループ | 例 | HSS開始 | 超硬スタート | ショップノート |
|---|---|---|---|---|
| 快削性炭素鋼 | 1117、1212、1213 | 270〜290 FPM | 820〜1045 FPM | 旋盤と工具がしっかりしていれば、最初のテスト用材料として最適です。 |
| 低炭素鋼 | 1006-1026 | 125〜215 FPM | 800〜885 FPM | 送り速度が軽すぎる場合は、盛り上がったエッジに注意してください。 |
| 中炭素鋼 | 1027-1052 | 55〜180 FPM | 670〜970 FPM | 硬度のばらつきは重要です。在庫の状態が不明な場合は、低めの硬度から始めてください。 |
| 快削合金鋼 | 4140、4150 | 70〜200 FPM | 430〜685 FPM | 4140の条件によって結果が変わる可能性があります。熱処理を無視しないでください。 |
| オーステナイト系ステンレス | 201、304、304L、321、347 | 115〜135 FPM | 570FPM | 工具は切削を続けてください。こすりすぎると表面が硬くなることがあります。 |
| 鋳鉄 | グレーアイアンクラス | 145〜215 FPM | 410FPM | 乾式切断は一般的だが、粉塵対策は依然として重要である。 |
| 真鍮 | 快削真鍮 | 300〜350 FPM | 1170FPM | 適切な形状の工具を使用してください。刃先が間違っていると真鍮を掴んでしまう可能性があります。 |
| ブロンズ | 一般的な青銅合金 | 200〜250 FPM | 715FPM | 研磨性の高い合金は、グラフが示すよりも早くHSSにダメージを与える可能性があります。 |
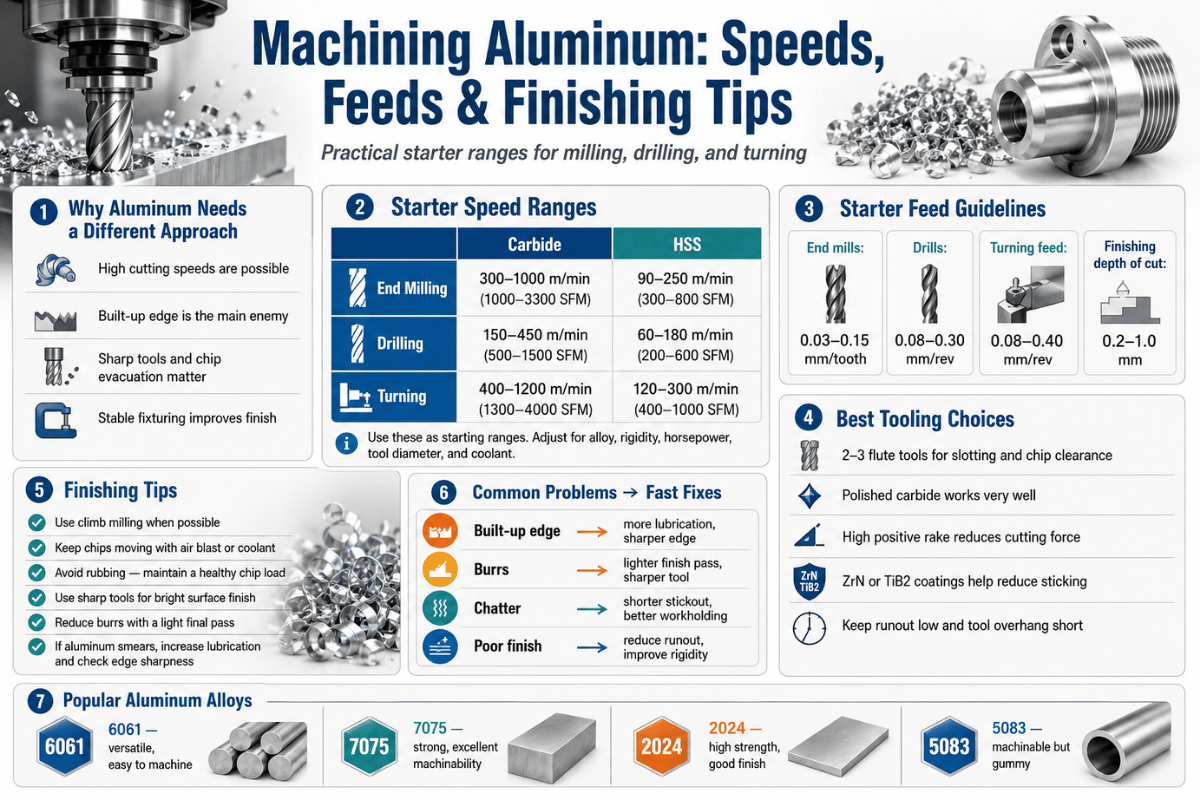
| 鍛造アルミニウム | 5000、6000、7000シリーズ | 500〜600 FPM | 2820FPM | チップ制御と利用可能な回転数によって、実際のセットアップが制限されることが多い。 |
ANTISHICNCの金属旋削加工に関する記事では、軟鋼HSS工具ビットの場合70~135FPM、インサートの場合140~270FPMが推奨されています。これらの値は、単一の工具とワークピースの組み合わせにおける理想的な性能よりも、一般的な機械パラメータを優先する傾向があります。
直径優先速度ラダーを使用してSFMをRPMに変換します。
3")
切削速度の計算式をインチ単位で表すと、SFM = π × 直径(インチ) × RPM / 12 となります。多くの機械工は、RPM = SFM × 3.82 / 直径(インチ)という式を使用しています。この 3.82 という数値は、12 / π に相当します。
フォーミュラカード
SFMとRPMの計算:SFM = 0.262 × 直径(インチ) × RPM
SFMからRPMを算出する方法:RPM = SFM × 3.82 / 直径(インチ)
メートル法:m/分 = π × 直径(mm) × RPM / 1000
| 目標速度 | 直径の測り方 | 計算されたRPM | 決定 | |
|---|---|---|---|---|
| 鋼製シャフト上のHSS | 100SFM | で1.000 | 382 RPM | 手動旋盤を始めるには良い出発点となるでしょう。 |
| 同じ鋼材、より太い棒 | 100SFM | で2.000 | 191 RPM | 直径が2倍になったため、回転数は半分になった。 |
| アルミニウム上の炭化物 | 500SFM | で0.500 | 3820 RPM | 十分な高速回転性能を備えた旋盤が必要です。 |
| 公開された数式チェック | 700 RPMで2 | で2.000 | 366.33SFM | 三菱の例と一致する。 |
シナリオ:機械工がHSSを使用して2インチの4140シャフトを荒削りします。4140/4150材料のチャートを使用すると、SFMは70~200 FPMの範囲になります。100 SFMの設定を試すと、回転数は191 RPMになります。切りくずが青くなり、工具の刃先が急速に摩耗する場合は、SFMを下げてください。切りくずが糸状のままで、工具がワークピースに擦れ始める場合は、チャートのSFM推奨値を無視する前に、送り速度を少し上げて試してみてください。
HSSと超硬合金:チャートの数値が必ずしも良いスタートとは限らない
4")
超硬合金の切削速度(SFM)は、高速度鋼(HSS)よりもはるかに高い値を示すことが多い。しかし、だからといって、すべての超硬インサートをすべての旋盤のテーブル上部付近で使用すべきというわけではない。超硬合金は、熱、剛性、そして刃先を加工するための十分な送り速度を必要とする。弾力性のある設定では、鋭利なHSS工具が静かに切削できるような速度でも、超硬合金は切削時に欠けてしまうことがある。
HSSの利点
HSSは切れ味が長持ちし、小型または低出力の機械でも確実に加工でき、低速回転でも効率的に機能します。この材料の主な用途としては、少量生産、修理作業、細いシャフト、中断のない手動作業、および作業者が不慣れな材料の切削などが挙げられます。
切削速度は熱によって制限される。切削工具の刃先が赤く光り始めるほど加熱されると、工具寿命は指数関数的に短くなる。
超硬合金の利点
超硬合金は高速切削能力に優れており、機械、工具ホルダ、超硬インサートのグレード、切削油が作業内容に合わせて適切に選定されていれば、より研磨性の高い材料の加工にも適しています。
切削速度は支持構造によって制限されます。クランプアセンブリの緩み、スピンドルマウントの弱さ、送り速度の不足、または工具の過剰な振動は、最適化された低速HSS切削と比較して、高速超硬切削における全体的な生産性の低下につながる可能性があります。
シナリオ: 小型の手動旋盤で 304 ステンレス鋼部品がビビリを起こします。多くのチャートでは、HSS 工具の一般的な速度よりもはるかに速い SFM 範囲で超硬工具を使用できると示唆しているかもしれませんが、実際には、ステンレス鋼が加工硬化のリスクにさらされ始めると、ビビリの問題の解決策は、切削速度 (最初は低い SFM に調整する必要があります) だけでなく、より鋭利な切削インサート、切削工具の突出 (工具の突き出し) の減少、工具ホルダの安定性の向上、インサートでのチップフローの一貫した適用、および場合によってはポジティブ レーキセミ構成の超硬切削工具の使用が必要になる可能性があります。
旋削、フライス加工、穴あけ、リーマ加工:1つのSFMが必ずしも1つのセットアップに対応しない理由
5")
切削速度だけが送り速度と回転速度の問題ではありません。フライス工具には、歯数、切りくず負荷、半径方向の噛み合い、工具径といった要素があります。ドリルは穴の中に熱を閉じ込めます。リーマはわずかな切削代を取り除くため、きれいで安定した送りが必要です。旋削工具は回転する工作物の外周面を切削します。
そのため、材料が同じ場合でも、チャートでは旋削、フライス加工、穴あけ、リーマ加工を分けて記載することがよくあります。 切削速度と送り速度に関するガイダンスでは、回転数(RPM)だけに注目すると送り速度の問題を見落としてしまう可能性があると警告しています。切削負荷が少なすぎると、速度が適切に見えてもビビリが発生することがあります。
| 操作 | 直径入力 | 主なリスク | この表はどのように活用するのですか? |
|---|---|---|---|
| ターニング | ワーク径 | ビビリ音、エッジの摩耗、仕上げ不良 | 現在の材料直径におけるSFMをRPMに変換します。 |
| フライス加工 | カッター径 | 切削負荷の誤り、摩擦、工具のたわみ | 切削負荷を歯当たりにし、半径方向の噛み合いでSFMを使用してください。 |
| 訓練 | ドリル径 | 穴の中に熱を詰め込んだ | 切りくず排出が悪い場合は、オープン旋削よりも低速で開始してください。 |
| リーミング | リーマ径 | 穴が大きすぎる、チャタリング痕 | 低速で一定の送り速度を維持し、適切な材料量で作業してください。 |
ツール選択のコンテキストについては、ANTISHICNC のガイドを参照してください。 切削工具の種類 and 金属切削工具.
切断速度が速すぎたり遅すぎたりするとどうなりますか?
6")
切削速度の選択ミスは、単一の症状として現れるわけではありません。速度が速すぎると、工具が焼けたり、アルミニウムに傷がついたり、ステンレス鋼が加工硬化したりする可能性があります。逆に速度が遅すぎると、切削ではなく摩擦が生じ、仕上がりが悪化したり、作業者が意図しない理由で送り速度を上げてしまう可能性があります。
| 症状 | 考えられる原因 | 最初の訂正 | 忘れないで |
|---|---|---|---|
| 青いチップと速いエッジ摩耗 | 工具または冷却剤にとって表面速度が高すぎる | SFMを15~25パーセント削減 | インサートのグレードまたはHSSの切れ味を確認してください。 |
| 長いシャフトのチャタリング | 剛性に対して速度が速すぎるか、送りが軽すぎる | 張り出しを短くする、作業を支える、速度を変更する | 回転数よりも、中心位置や安定した状態の方が重要な場合がある。 |
| 擦れや仕上がりの悪さ | Edgeは実際のチップを扱っていません | フィードを少し上げるか、より鋭利な刃物を使用する | 再び速度を落とすと、摩擦が悪化する可能性がある。 |
| ステンレス鋼の表面は、パスするたびに悪化する。 | 摩擦や保持による加工硬化 | 鋭利な工具を使用し、一定の速度で送り続ける | 工具を肩の部分に当てたままにしないでください。 |
| 端にアルミニウムが蓄積する | 形状、速度、または潤滑が間違っている | 研磨された鋭利な刃と切削油を使用してください | チップ制御なしで回転数を上げると、仕上がりが悪くなる可能性があります。 |
シナリオ:小型アルミニウム部品の加工速度は3820 RPMと計算されているが、旋盤の最高回転数は2500 RPMである。このチャートを放棄してはならない。機械が許容する最高安定回転数で加工し、切れ味の良い工具を選び、切りくずの溶着を抑制し、高速CNC旋盤とはサイクルタイムが異なることを受け入れる。
チャートを旋盤の速度範囲と制御モードに合わせてください。
7")
速度チャートは、購入前に機械の不適合を明らかにするのに役立ちます。部品のほとんどが大径の場合、低回転域のトルクとギアボックスが重要になります。部品のほとんどが小型のアルミニウムまたは真鍮の場合、高回転域の上限が重要になります。切削中に直径が変化する場合は、CNCの定速切削によって時間を節約できますが、安全な回転数制限が必要です。
| 旋盤タイプ | 速度範囲信号 | チャートの最適な適合 | 内部計画リンク |
|---|---|---|---|
| 汎用金属旋盤 | 70-2500のRPM | 修理、シャフト、およびジョブショップ作業の混合 | 金属旋盤の概要 |
| 万能旋盤 | 40-2000のRPM | 手作業訓練、工具室、旋盤修理 | ユニバーサル旋盤のページ |
| CNC旋盤 | 40-6000のRPM | 小型部品、一定表面速度、超硬合金製造作業 | CNC旋盤のページ |
| パイプねじ切り旋盤 | 20-650のRPM | 大径パイプ、ねじ切り、低速重作業旋削 | パイプねじ切り旋盤のページ |
| 立旋盤 | 0.4-63のRPM | 表面速度が非常に低い回転数に達する大径加工 | 垂直旋盤ページ |
CNCユーザーは、G96とG97についても理解しておく必要があります。G96は、工具がワーク面を移動する際に一定の表面速度を維持し、G97は一定の回転数を維持します。中心線付近では、純粋な一定表面速度計算では回転数が上昇してしまうため、安全な最大主軸回転数を設定する必要があります。
プロセス計画については、以下を比較してください。 CNC旋盤とターニングセンター、次にレビューします CNC旋盤とフライス加工 部品に円形と角柱状の両方の形状が必要な場合。
規格、材料トレーサビリティ、および見積もりチェックリスト
切削速度は、OSHA、ANSI、ISO、ASTM、ASMEの各規格に単一のRPM値として明記されているわけではありませんが、これらの規格は切削に関する意思決定の枠組みを形成しています。OSHA 29 CFR 1910.212は、作業点における機械の安全ガードについて規定しており、安全ガードやチャックへのアクセスを変更する際には、29 CFR 1910.212のeCFR版が法的文書として参照されます。NISTのSI単位ガイダンスは、m/min、mm、in、ft/minの単位変換の一貫性を保つのに役立ちます。ISO工作機械カテゴリとASME規格は、プロジェクトが工場でのセットアップから文書化された生産作業に移行する際に役立つ参考資料です。
| トレーサビリティアイテム | セットアップシートに記録してください | 決定閾値 | 典拠参照 |
|---|---|---|---|
| 警備とアクセス | チャックガード、チップシールド、ストップアクセス、およびバーサポート | 1000 RPMを超える回転数で2本の棒材を加工する場合、または長いオーバーハングがある場合は、事前に確認してください。 | OSHA 29 CFR 1910.212 |
| 法律文書チェック | 安全審査員が使用する該当するOSHA/29 CFR条項 | ガード、治具のリーチ、またはオペレーターの位置を変更する前に使用してください。 | eCFR 29 CFR 1910.212 |
| 単位変換 | SFM、m/分、25 mm、50 mm、1 インチ、2 インチの換算に関する注記 | 設定シートごとに1つの単位系を使用してください。書面による換算なしにmmとinを混用しないでください。 | NIST SI単位 |
| 機械カテゴリー | 手動旋盤、CNC旋盤、立旋盤、またはパイプねじ切り旋盤 | 直径250mmを超える部品、または直径25mm未満の部品の見積もりを行う前に、選定フレームワークを使用してください。 | ISO工作機械カテゴリ一覧 |
| プロジェクト記録 | プロジェクトのベースライン、ケーススタディのメモ、生産結果、スループット、および手直し率 | 最初の30分後、または最初の10パート後に録音し、引用を繰り返す前に確認してください。 | ASME規格・基準ポータル |
これは、すべての旋削加工にASTM材料レポートやASME規格パッケージが必要だという主張ではありません。これは見積もりチェックリストです。プロジェクトでASTM材料トレーサビリティ、ANSIまたはISOの機械安全レビュー、社内での現場実施記録、またはエンジニアリング部門による承認が必要な場合は、生産量を基準に生産結果を判断する前に、これらの情報を取得してください。
ユニットチェックでは、セットアップ値を正確に記録してください。25 mm、50 mm、100 mm、250 mm、1 インチ、2 インチ、4 インチ、6 インチ、送り量 0.004 インチ、切削深さ 0.040 インチ、生産開始後最初の 30 分、8 時間ごとのレビューポイント、24 時間ごとの是正措置メモ、および 12 か月分のリピート注文メモです。このちょっとした習慣のおかげで、数か月後でも意思決定マトリックスが読みやすくなります。
生産前にチャートをセットアップシートに変換する
8")
設定シートがあれば、チャート作成が当てずっぽうになるのを防げます。チャートの値、計算式の結果、最初の修正値を、最初の部分をカットする前に書き留めておきましょう。そうすることで、2番目の部分の設定が迅速に行え、次の作業者が記憶に頼るよりも確実な情報を得ることができます。
旋盤速度設定シート
- 材料のグレードと状態を記録してください。例えば、4140焼鈍材、304ステンレス鋼、6061-T6、または不明な工場在庫などです。
- 工具材質、インサートグレード、ノーズ半径、すくい角、およびクーラントの使用の有無を記録してください。
- 開始時の直径、目標SFM、計算された回転数、および実際に使用された機械の回転数を記録します。
- 送り速度、1回転あたりの送り量、切削深さ、工具の突き出し量、およびワーク保持方法を記録する。
- 試験合格後、チップの色、形状、音、表面仕上げ、および工具の摩耗を記録する。
- チャート番号だけでなく、補正後の最終的な速度と送り速度も記録してください。
手動操作の場合、ANTISHICNC の 金属旋盤加工のヒント ガイドは次に読むべき有益な資料です。なぜなら、速度エラーは工具の高さ、センターサポート、送り速度のミスと同時に発生することが多いからです。
金属旋盤を選ぶ際には、切削速度の要件を考慮してください。
9")
旋盤の見積もりには、旋回径、センター間距離、モーター出力だけでなく、もっと多くの情報を含めるべきです。購入の話し合いの際には、加工速度に関するワークシートを持参しましょう。最大径、最小径、一般的な材料、工具の種類、希望する切削速度(SFM)をリストアップしてください。そして、その機械が、加工に必要なトルク、チャック、制御モードで、これらの速度を維持できるかどうかを尋ねてください。
| 購入者からの質問 | 重要性 | 証拠を提示する |
|---|---|---|
| トルクをかけた状態でスピンドルを低速回転させることは可能ですか? | 大径鋼は低回転数で計算されるかもしれないが、それでも動力は必要だ。 | 最大径、材質グレード、切削深さ。 |
| スピンドルは十分な速度で回転できますか? | 小型のアルミニウムや超硬合金の加工では、3000 RPMを超える回転数で計算できます。 | 最小直径と目標SFM。 |
| 制御装置は一定の表面速度に対応していますか? | 面取り加工やテーパー加工では、直径を連続的に変化させることができます。 | 部品図とチャックの最大安全回転数(RPM)。 |
| ワーク保持装置は高速回転に耐えられるだろうか? | RPMは生産性の問題だけでなく、安全性の問題でもある。 | チャックのサイズ、ジョーの種類、バーの長さ、支持方法。 |
シナリオ:ある工場が、10インチの鋼製フランジと0.75インチのアルミニウム製ブッシングの両方の見積もりを出しました。フランジの場合、計算上の回転数が低く、加工対象が重いため、立旋盤が適している可能性があります。一方、ブッシングの場合は、回転数上限が6000RPMのCNC旋盤の方が適しています。1つの表は、この2つの全く異なる機械を示しています。
部品ファミリーを機械に合わせる場合は、まず ANTISHICNC 金属旋盤 概要をお知らせいただいた後、材質、直径範囲、公差、および使用予定工具の種類をお送りいただき、速度範囲の確認を依頼してください。
展望:2026年における静的チャート、計算機、CAMツールライブラリ
10")
静的チャートは、4140鋼、304ステンレス鋼、6061アルミニウムが実際には同じ「速度帯」ではないことを視覚的に示してくれるため、便利です。計算機を使えば、直径やSFMの計算を行う必要がなくなるため、さらに迅速に作業を進めることができます。CAMツールライブラリデータは、材料、工具、ホルダの種類、クーラント、工作機械の仕様に関するメモを保存するなど、はるかに高度なレベルの情報を提供します。
3つすべてに共通する弱点は、最初の切削工程の検査が依然として必要であることだ。2026年において、最適なワークフローはチャート対電卓ではなく、開始範囲にはチャート、回転数には電卓、トレーサビリティには設定シート、そして実際の機械ではオペレーターによる修正を行うという組み合わせである。
FAQ
最適な切断速度はどれくらいですか?
最適な切削速度とは、特定の機械において、許容できる工具寿命、効果的な切りくず制御、適切な発熱量、そして許容できる表面仕上げが達成できる表面速度のことです。参考となるチャートはあくまで目安であり、切削速度は材料の状態、工具の設計、治具の形状、クーラントの種類、旋盤の工具ホルダや工作機械自体の剛性などによって変化します。
回転数から切断速度を計算するにはどうすればいいですか?
表面速度 (SFM = Surface フィート/分) の式は、SFM = 0.262 x インチ径 x RPM です。メートル法の場合は、(m/分 = π x mm 径 x RPM / 1000) となります。典型的な例として、SFM の値を調べると、直径 2 インチ、回転数 700 RPM、約 366.33 SFM となります。ただし、このプロセスを逆に行うこともできます。チャートから SFM の値を取得し、次の式を使用してスピンドル RPM を決定します。RPM = SFM x 3.82 / インチ径。
切断速度が速すぎるとどうなりますか?
工具の温度が上昇すると、刃先が鈍くなり、切りくずがきれいに割れずに引き裂かれ、仕上がり面が汚れたり、にじんだりすることがあります。ステンレス鋼は、保持時間や摩擦によって表面が「加工硬化」すると、切削が困難になることがあります。スピンドルの回転速度を徐々に下げてください。
4140鋼の切削速度はどれくらいですか?
4140 や 4150 のような高切削加工性合金鋼の場合、一般的な旋削チャートでは、HSS 工具で 70~200 FPM、超硬工具で 430~685 FPM を推奨している場合があります。4140 を扱っていて、材料が硬化しているように見える場合、セットアップの剛性が低い場合、または断続切削を行う場合は、低い方から始めてください。直径 2 インチの棒を 100 SFM で計算してみましょう。100 SFM = 0.262 x 2インチ x RPM なので、100 = 0.524 x RPM、つまり RPM = 100 / 0.524 = 190.8 です。直径 1 インチの棒の場合: RPM = 100 / (0.262 * 1) = 381.7。
アルミニウムの安全な切断速度はどれくらいですか?
また、鍛造アルミニウム(5000、6000、7000系材)の場合、同じ表ではHSSで500~600FPM、超硬合金で2820FPMと記載されています。これらの値が、主軸回転数や機械速度、そして良好な切削特性に関してどのような要件を課す可能性があるかに注目してください。
超硬合金は常にHSS(ハイス鋼)よりも速いのでしょうか?
多くの材料は超硬合金による高速切削に適していますが、特別な条件がない限り、より高硬度の超硬合金SFM(切削速度)に挑戦するのは賢明ではありません。
表面回転速度は主軸回転速度と同じですか?
いいえ。表面速度とは、材料が切削刃を通過する速度のことです。スピンドル速度とは、チャックまたはスピンドルの回転数(RPM)のことです。直径は、これら2つの要素を結びつけるものです。同じ回転数であれば、直径2インチの表面速度は、直径1インチの表面速度の2倍になります。