Actualizado 2026 de junio
La forma de medir la rugosidad de la superficie es, en la práctica, un flujo de trabajo disciplinado: se desplaza un palpador o un sensor óptico sobre una superficie mecanizada, se separa la textura fina de la ondulación y la forma con un filtro de corte y se informa un único parámetro, casi siempre Ra, la rugosidad media aritmética, en micrómetros (µm) o micropulgadas (µin). Suena sencillo, y el número en el medidor parece definitivo. Por lo general, no lo es. Dos lecturas de la misma superficie pueden diferir ampliamente si la longitud de corte, la dirección del palpador o el parámetro están mal configurados, y una pieza puede pasar su tolerancia Ra pero aun así tener fugas, atascarse o desgastarse. La medición fiable de la rugosidad superficial depende tanto del sistema de medición y la configuración como del instrumento. Esta guía describe los parámetros de rugosidad, los instrumentos de medición, el procedimiento paso a paso y el paso de filtrado que suele dar errores en la mayoría de las mediciones, para que la comprensión y el control de la rugosidad superficial se conviertan en algo repetible en lugar de una suposición, ya sea que la pieza sea una superficie lisa o una de las superficies rugosas cerca de un corte de sierra.
Especificaciones rápidas
| Parámetro más común | Ra (rugosidad media aritmética), en µm o µin |
| Instrumentos básicos | Perfilómetro de contacto con palpador; óptico sin contacto (confocal, interferometría, variación de enfoque) |
| Normas rectoras | Serie ISO 21920 (2021, reemplaza a ISO 4287/4288/1302); ASME B46.1-2019 |
| Punta de lápiz óptico típica | Radio de 2 µm, fuerza de 0.75 mN (según ISO 3274) |
| Rango de corte (λc) | 0.08–8 mm, seleccionado a partir del Ra esperado |
| Anclaje de conversión | 125 µpulg ≈ 3.2 µm; 63 µpulg ≈ 1.6 µm; 32 µpulg ≈ 0.8 µm |
¿Qué es realmente la rugosidad de la superficie? (Rugosidad vs. Ondulación vs. Forma)
 1")
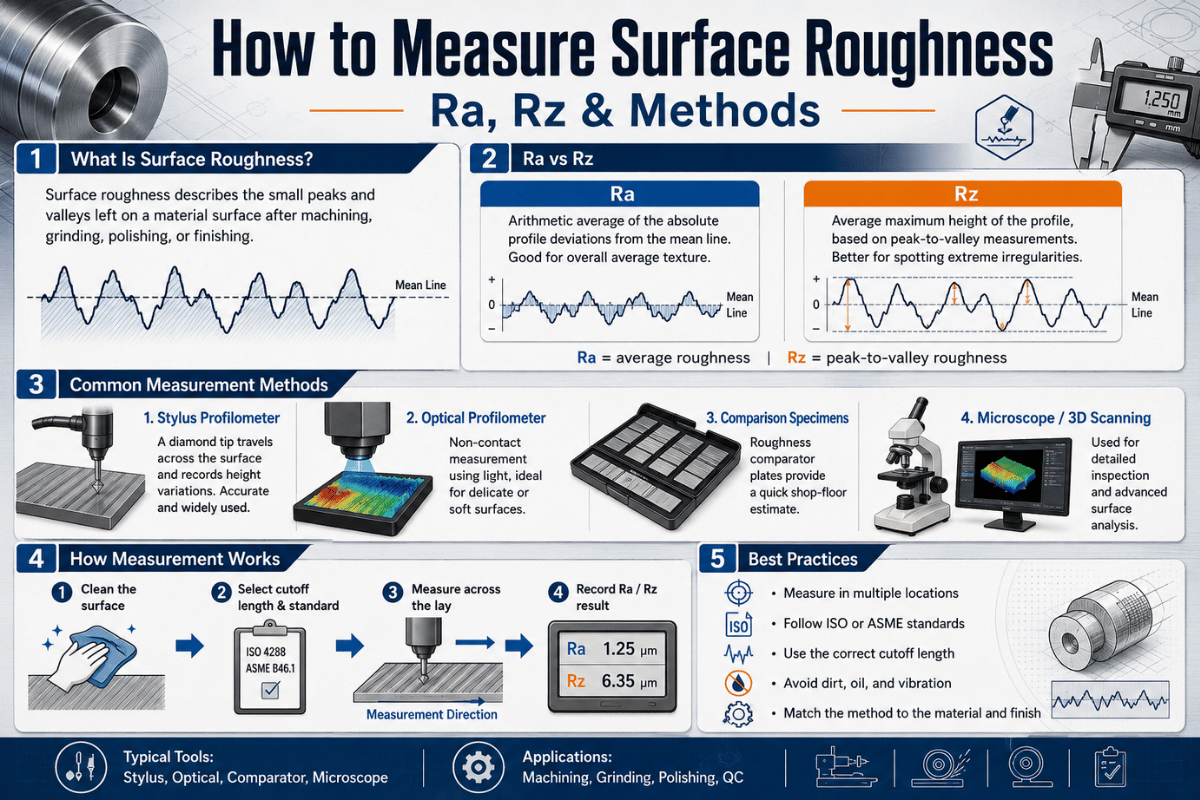
La rugosidad superficial se refiere a las pequeñas crestas y valles que deja el proceso de fabricación en una superficie, y se cuantifica como la desviación vertical promedio del perfil real con respecto a una línea media en una longitud de muestreo definida. La medición de la rugosidad superficial permite determinar cuánto se desvía la superficie real de su geometría ideal en longitudes de onda cortas. Para comprender la rugosidad superficial, es fundamental considerarla como la desviación de una superficie real respecto a su forma ideal, no como un único grado de calidad.
Es solo uno de los tres componentes de textura de superficieLa geometría completa de cualquier superficie mecanizada es una pila de tres bandas de longitud de onda: formulario (la forma general, la longitud de onda más larga), ondulación (ondulación de longitud de onda media debida a la vibración de la máquina o a una muela abrasiva desequilibrada), y aspereza (las marcas de herramienta o proceso de longitud de onda más corta). Cada medición de rugosidad aísla esa banda más corta y descarta el resto.
Esa separación es la clave. Cada perfilómetro captura un perfil de superficie combinado; luego, un filtro elimina las longitudes de onda largas, de modo que solo queda el perfil de rugosidad. La altura del perfil con respecto a la línea media es lo que el instrumento convierte en un valor numérico para caracterizar la superficie. Estas características y rasgos superficiales (las pequeñas irregularidades de la superficie, o irregularidades en la superficie, dejadas por la herramienta) son precisamente lo que cuantifica una medición de rugosidad. Como indica la guía de metrología de la Universidad de Southampton, la rugosidad y la ondulación rara vez se encuentran de forma aislada: «la mayoría de las superficies son una combinación de las tres y es habitual evaluarlas por separado». No existe una longitud de onda fija en la que la ondulación se convierta en rugosidad; el límite lo establece el punto de corte elegido, razón por la cual dos ingenieros pueden medir «la misma» superficie y reportar valores diferentes. ASME B46.1-2019La dirección dominante del patrón de la superficie, denominada "lay", es un cuarto descriptor que controla cómo se orienta el instrumento.
En la práctica, esta discrepancia resulta problemática. Un operario de taller puede rechazar un eje rectificado porque su lectura de Ra 0.4 µm es incorrecta, cuando en realidad el medidor estaba interpretando erróneamente la ondulación de un cojinete de husillo desgastado, la rugosidad se encontraba dentro de las especificaciones en todo momento, y el costoso error radicaba en el filtro de corte, no en la pieza. Este modo de fallo es común precisamente porque cada filtro de longitud de onda ISO (un filtro de corte de 0.8 mm captura información diferente a uno de 2.5 mm) modifica el resultado, por lo que es fundamental separar correctamente las bandas antes de confiar en cualquier lectura de rugosidad superficial.
Parámetros de rugosidad superficial: Ra, Rz, Rq y lo que oculta Ra
 2")
Ra es la rugosidad media aritmética, la media de las desviaciones absolutas del perfil de rugosidad con respecto a la línea media a lo largo de la longitud de evaluación, y Rz es la altura máxima media, la media de las cinco mayores distancias pico a valle a lo largo de las longitudes de muestreo. Ra es estable y fácil de controlar, por lo que domina los dibujos; Rz es más sensible a los arañazos y rebabas aislados y al pico más alto en el trazo. Ra es solo un promedio de amplitud, que es el inconveniente: como todos los parámetros de amplitud, mide la altura vertical, pero descarta la dar forma a del perfil. Dos piezas con distintos niveles de rugosidad pueden requerir el mismo parámetro, y dos piezas con el mismo valor de Ra pueden presentar rugosidades superficiales muy diferentes. La elección del parámetro adecuado es lo que transforma un valor numérico en una calidad superficial real; una rugosidad elevada no es necesariamente mala, ni un valor bajo es necesariamente bueno.
Dos superficies pueden compartir un Ra idéntico y comportarse de maneras opuestas. Un orificio de cilindro pulido en meseta (valles profundos que retienen aceite, picos de cojinete planos) y una superficie torneada afilada y puntiaguda pueden tener ambos un Ra de 0.4 µm, sin embargo, uno sella y lubrica y el otro rompe un sello. La diferencia reside en asimetría (Rsk)La asimetría negativa indica un predominio de los valles (ideal para cojinetes y retención de aceite), mientras que la asimetría positiva indica un predominio de los picos (ideal para la adhesión, pero perjudicial para los sellos). Si la función depende del sellado, el cojinete o la fatiga, especifique Rsk o Rz junto con Ra; Ra por sí solo no permite distinguirlos.
| Parámetro | Lo que captura | Mejor utilizado para |
|---|---|---|
| Ra | Desviación media aritmética respecto a la línea media | Control general; la mayoría de los planos y el monitoreo de procesos. |
| Rz | Promedio de 5 alturas máximas de pico a valle | Superficies de sellado, piezas críticas para la fatiga, detección de arañazos |
| Rq (RMS) | Desviación cuadrática media (se otorga mayor peso a los picos) | Superficies ópticas, análisis estadístico |
| Rt | Altura total, peor desnivel entre pico y valle durante la duración de la evaluación. | Espesor del recubrimiento, vías de fuga, detección de defectos |
| riesgo | Asimetría: asimetría dominada por picos frente a asimetría dominada por valles | Cojinetes, sellos, lubricación, adherencia de la pintura |
Definiciones de parámetros según ISO 21920-2 / ASME B46.1-2019.
¿Qué te dice Ra y qué no te dice?
Ra indica la altura promedio de la textura, sin más. Es reproducible, insensible a picos aislados y útil para detectar desviaciones graduales del proceso durante una tanda de producción; un inserto desgastado o una muela abrasiva sobrecargada aumentan Ra progresivamente a medida que se desafilan.
Lo que Ra no indica: si el perfil es irregular o con muchos valles (asimetría), la altura de la característica individual más problemática (Rt/Rz), la distribución de la textura (RSm) o su dirección (orientación). Un muñón de cojinete y una superficie de junta pueden tener la misma especificación Ra de 0.4 µm y requerir superficies reales completamente diferentes. Considere Ra como un primer filtro y, a continuación, añada un parámetro de forma o de valores extremos cuando la función lo requiera.
Cómo interpretar la especificación de un acabado superficial (125, 32, 0.8 Ra)
 3")
Una indicación de acabado superficial como «0.8» o «Ra 0.8» significa una rugosidad media aritmética máxima de 0.8 µm; una indicación imperial anterior, «32», significa 32 µin, que corresponde al mismo acabado. Si un dibujo muestra solo un número con una marca de verificación, se aplica el valor predeterminado de la norma ISO: Ra, medido con cinco longitudes de muestreo y un límite de corte de 0.8 mm.
Ese valor es el titular, pero un valor completo ISO 1302, El símbolo ISO 21920-1 también puede contener la longitud de muestreo, el parámetro (Ra frente a Rz), un límite superior e inferior, el método de producción, la dirección de colocación y un margen de mecanizado.
| Ra (μm) | Ra (µin) | Grado ISO (N) | Proceso típico |
|---|---|---|---|
| 0.1 | 4 | N3 | Pulido, afilado fino |
| 0.2 | 8 | N4 | Bruñido, rectificado de precisión |
| 0.4 | 16 | N5 | Rectificado, torneado fino |
| 0.8 | 32 | N6 | Rectificado, torneado de precisión (caras de sellado) |
| 1.6 | 63 | N7 | Torneado, fresado, electroerosión por hilo |
| 3.2 | 125 | N8 | Línea base de torneado/fresado tal como se mecanizó |
| 6.3 | 250 | N9 | Mecanizado basto, limpieza de piezas fundidas |
Conversión: 1 µin = 0.0254 µm. La columna del proceso es típica, no está garantizada; consulte el corchete del proceso a continuación.
Instrumentos de medición de rugosidad: Contacto vs. Sin contacto
 4")
Utilice un perfilómetro de contacto para obtener valores trazables de Ra/Rz en la mayoría de las piezas metálicas, y un instrumento óptico sin contacto cuando la superficie sea demasiado blanda, pequeña o reflectante, o cuando necesite una imagen tridimensional (3D) en lugar de una sola línea. Mecánicamente, un lápiz desliza una punta de diamante fina sobre la superficie y convierte su movimiento vertical en un perfil; un instrumento óptico lee la superficie con luz reflejada en lugar de tocarla. Ambos son instrumentos de medición válidos; el instrumento adecuado depende de la pieza, el parámetro y el presupuesto. En este caso, una medición por contacto utiliza una sonda (el lápiz) que se desliza sobre la superficie; una medición de perfil óptico lee la superficie con luz reflejada. Los medidores de rugosidad portátiles proporcionan una medición rápida en planta, mientras que un perfilómetro de laboratorio ofrece una medición precisa y trazable a un estándar. Todos estos métodos tienen el mismo objetivo: medir la rugosidad, medir la rugosidad superficial de forma consistente e informar parámetros de textura superficial comparables.
| Ciclo de | Principio | Perfil / Área | Mejor uso |
|---|---|---|---|
| Calibre del lápiz óptico deslizado | Lápiz óptico + punto de referencia de deslizamiento (contacto) | Perfil (Ra) | Decisión de seguir o no en la planta de producción sobre Ra |
| Perfilómetro de palpador sin deslizamiento | Lápiz óptico sobre punto de referencia de rectitud de precisión | Perfil (Ra, Rz, Rsk) | Medición de laboratorio trazable |
| microscopio confocal | Enfoque óptico a través de la profundidad (sin contacto) | Superficie (Sa, Sq) | Piezas pequeñas o delicadas |
| interferometría de luz blanca | Interferencia por desplazamiento de fase (sin contacto) | Areal | Superficies muy lisas/ópticas |
| Variación de enfoque | Apilamiento de enfoque óptico | Areal | Superficies empinadas, rugosas y texturizadas |
| Bloque comparador | Táctil/visual frente a espécimen conocido | Ninguno (subjetivo) | Estimación rápida, sin instrumentos |
- Trazable a estándares nacionales (muestras de referencia NIST/NPL)
- Ra/Rz/Rsk directo, no afectado por el color de la superficie ni la reflectividad.
- Limitación: la punta puede rayar superficies blandas; una sola línea; más lento
- Límite: el radio de la punta (2–5 µm) redondea los valles más estrechos.
- Sin daños por contacto; mapa de área completa (3D); rápido en un área
- Resolución vertical subnanométrica en partes lisas
- Límite: presenta dificultades en superficies empinadas, transparentes o muy brillantes.
- Límite: el área Sa no es numéricamente igual al perfil Ra
¿Cuáles son los métodos para medir la rugosidad de la superficie?
Hay tres familias prácticas. Perfilado de contactos Desliza un lápiz óptico sobre la superficie y es el método predeterminado para el seguimiento de Ra y Rz. Óptica sin contacto Los métodos, como la microscopía confocal, la interferometría de luz blanca y la variación de enfoque, utilizan la luz para medir la superficie y producir mapas de área sin tocarla.
Comparación Los métodos utilizan un comparador de rugosidad táctil/visual para una estimación rápida cuando no se dispone de ningún instrumento; las técnicas de topografía óptica subyacentes están bien documentadas en patentes como US 4,340,306 sobre interferometría de cambio de fase. La microscopía de fuerza atómica va más allá de estas para trabajos de investigación a escala nanométrica.
Cómo medir la rugosidad de la superficie paso a paso
 5")
Una lectura válida de rugosidad requiere seis pasos, no solo presionar un botón. Si se omite la calibración o la orientación de la muestra, el valor resultante es meramente decorativo. Este es el método estándar para medir la rugosidad superficial con un palpador portátil o de sobremesa: el palpador se desplaza sobre la superficie a velocidad constante y la rugosidad del perfil registrada se convierte a Ra.
Si se realiza en este orden, la rugosidad se puede medir dos veces de la misma manera; si se realiza fuera de orden, el valor promedio de la rugosidad varía con el operador.
- ✔1. Limpiar la superficie. Limpie el aceite, las virutas y el polvo; una sola partícula se detecta como un pico e incrementa el valor de Rz.
- ✔2. Calibrar con una muestra de referencia. Verifique el medidor en un patrón de rugosidad trazable (por ejemplo, un NIST SRM 2073a-muestra tipo) antes del turno.
- ✔3. Configure el parámetro. Haga coincidir el dibujo, Ra, Rz o Rsk. Medir Ra cuando el plano indica Rz es un error silencioso.
- ✔4. Elija el valor de corte (λc). Selecciónelo del valor esperado de Ra (vea el selector a continuación); esto establece la longitud del muestreo y la evaluación.
- ✔5. Orienta perpendicularmente a la disposición. Recorra la línea transversalmente a las marcas de la herramienta, no a lo largo de ellas. Medir a lo largo de la línea puede dar como resultado una suavidad 2 o 3 veces mayor que el valor real.
- ✔6. Recorra el terreno y luego tome varias lecturas. Realice la evaluación completa (cinco longitudes de muestreo) y calcule el promedio de varias posiciones; las superficies no son uniformes.
Un lápiz óptico estándar utiliza un radio de punta de 2 µm con una fuerza aproximada de 0.75 mN (según ISO 3274; valores predeterminados de la clase Surftest de Mitutoyo); se utiliza una punta de 5 µm / 4 mN para superficies más rugosas. patinó El medidor apoya un patín sobre los picos de la superficie y filtra mecánicamente las ondulaciones, lo cual es conveniente en el taller, pero puede subestimar la medición en piezas onduladas o curvas. sin deslizamiento El indicador se desplaza sobre un punto de referencia interno de precisión y es necesario para Rz, Rsk y trabajos trazables. La velocidad de desplazamiento también es importante: si es demasiado rápida, el palpador redondea los valles pronunciados.
Es perfectamente posible medir una misma rugosidad con dos métodos diferentes y obtener resultados distintos. Seguir los métodos ISO no siempre garantiza las mejores ni las respuestas más adecuadas. Al proporcionar información sobre la rugosidad, siempre es recomendable ofrecer la información más completa posible sobre el método de medición, las herramientas utilizadas y los parámetros aplicados.
Universidad de Southampton, Medición de la rugosidad: una guía (Ingeniería)
El paso de longitud de corte en el que la mayoría de las mediciones se equivocan
 6")
La longitud de corte (λc) es la longitud de onda del filtro que separa la rugosidad de la ondulación, y se selecciona a partir del valor Ra esperado, no del tamaño de la pieza. Un valor incorrecto implica que una medición más larga empeora las cosas: un corte demasiado grande introduce la ondulación en la lectura de Ra, y un corte demasiado pequeño filtra la rugosidad real. Este ajuste único explica por qué una pieza puede estar dentro de su tolerancia Ra en un medidor y fallar en otro. Esta escala estándar proviene de la norma ISO 4288 (incorporada a la ISO 21920-3) para perfiles no periódicos, el tipo que se produce en la mayoría de los procesos de mecanizado.
| Ra esperado (µm) | Punto de corte λc (mm) | Longitud de muestreo (mm) | Longitud de evaluación (mm) |
|---|---|---|---|
| > 0.006 a 0.02 | 0.08 | 0.08 | 0.4 |
| > 0.02 a 0.1 | 0.25 | 0.25 | 1.25 |
| > 0.1 a 2 | 0.8 | 0.8 | 4 |
| > 2 a 10 | 2.5 | 2.5 | 12.5 |
| > 10 a 80 | 8 | 8 | 40 |
Valor predeterminado cuando no se especifica nada: Ra, 5 longitudes de muestreo, corte de 0.8 mm, ancho de banda de 300:1. Fuente: Tabla de selección ISO 4288.
Ejemplo resuelto: una pieza torneada a un avance de 0.1 mm/rev con un radio de punta de 0.8 mm tiene un Ra de piso teórico de aproximadamente f²/(31.2·r) = 0.1²/(31.2 × 0.8) ≈ Micras 0.4. El valor real de Ra es mayor debido a la acumulación de filo, vibración y desgaste de la herramienta, pero 0.4 µm se encuentra en la banda de “0.1 a 2 µm”, por lo que se mediría con un límite de corte de 0.8 mm sobre una longitud de evaluación de 4 mm. Cambiar el velocidad de alimentación y radio de la punta y el Ra alcanzable, y por lo tanto el límite de corte correcto, se mueve con él.
No es así. La precisión proviene del punto de corte correcto, no de un recorrido más largo. Los mecánicos en foros de metrología atribuyen repetidamente discrepancias "misteriosas" en el valor de Ra a un punto de corte demasiado grande para la superficie, lo que generaba ondulaciones en la lectura. Primero, ajuste λc a partir del valor de Ra esperado; la longitud de evaluación se determinará entonces como cinco veces el punto de corte.
Rugosidad superficial típica según el proceso (rectificado, torneado, electroerosión, fresado)
 7")
Antes de confiar en cualquier valor de Ra medido, compruébelo comparándolo con el valor que el proceso puede producir de forma realista. Esta tabla de rangos muestra los valores típicos de Ra alcanzables para procesos comunes, útiles tanto para elegir una ruta de acabado como para detectar mediciones físicamente imposibles (un orificio torneado no alcanza un valor de Ra de 0.05 µm). Estos son rangos típicos obtenidos a partir de datos de métodos de producción en ASME B46.1 y datos de mecanizado validados; el límite inferior depende de las herramientas, el material y la rigidez.
| Proceso | Ra típico (µm) | Notas |
|---|---|---|
| Lapeado | 0.012-0.1 | Acabados de espejo, bloques de medición |
| Bruñido | 0.025-0.4 | Perforaciones, acabados de meseta para sellado |
| Rectificado de precisión | 0.1-1.6 | 0.1–0.8 típico; caras de sellado/cojinete |
| EDM (disipador de matriz) | 0.4-3.2 | Establecido por Spark Energy |
| Torneado CNC | 0.4-6.3 | Impulsado por el radio de avance y de la punta |
| Fresadoras | 0.8-6.3 | Línea base de 3.2 µm tal como se mecanizó |
| Trío | 1.6-6.3 | Paredes de perforación |
| Aserradura | 1.6-25 | Corte de material, pre-mecanizado |
El material cambia el suelo: una aleación dúctil que se acumula en el borde termina siendo más rugosa que el mismo corte en hierro fundido, mientras que los grados gomosos como los suaves aluminio or acero inoxidable A menudo se necesita una pasada de acabado para alcanzar un Ra bajo. Cuando una sola operación de giro o en tierra no puede alcanzar el objetivo, la ruta realista es la precisión. equipo de molienda o bien, un afilado en lugar de un torneado cada vez más fino.
¿Qué está cambiando en la metrología de superficies (ISO 21920 y Areal Sa/Sq)?
 8")
Si sus dibujos todavía citan ISO 4287, ISO 4288 o ISO 1302, ahora hacen referencia a normas retiradas, y esa es una tarea de cumplimiento que debe programar, no una tendencia del mercado a observar. En diciembre de 2021, Serie ISO 21920 Sustituyó formalmente a las normas ISO 4287, ISO 4288, ISO 1302 y partes de la norma ISO 13565 para la textura de la superficie del perfil.
Los parámetros habituales (Ra, Rz, Rsk) se mantienen, pero las reglas de los símbolos, las convenciones predeterminadas y algunas definiciones han cambiado. Acción práctica: revise sus plantillas de dibujo e informes de inspección para detectar referencias a normas antiguas y actualice las anotaciones a medida que se revisen las piezas; un informe de inspección que cite una norma retirada es un posible hallazgo en una auditoría. En industrias reguladas como la automotriz, donde una superficie de sellado o control lleva una anotación funcional EN ISO, la evaluación de la calidad de la superficie según la norma vigente forma parte del proceso de aprobación, y las propiedades de la superficie, como la asimetría, aparecen cada vez más en el plano junto con Ra.
Un segundo cambio se produce al pasar del perfil 2D al análisis superficial. El perfil Ra muestrea una sola línea; los parámetros superficiales, Sa y Sq según la norma ISO 25178, mapean toda la superficie y describen texturas (mesetas pulidas, sellos texturizados con láser, superficies aditivas) que una sola traza puede pasar por alto. Los nuevos marcos de calibración, como la norma ISO 25178-600/-700 y la norma para instrumentos de interferometría de 2025, están impulsando la medición óptica sin contacto e incluso la medición en línea hacia una producción de mayor valor. El análisis superficial no reemplaza a Ra en una pieza mecanizada de rutina, sino que es la herramienta a utilizar cuando la función depende de la forma de la textura, no solo de su altura promedio. (El mercado de equipos de medición está creciendo a tasas de un dígito medio, pero el verdadero motor aquí es el cambio de normas y la transición a especificaciones funcionales que tienen en cuenta la forma).
Preguntas frecuentes
¿Cómo se calcula la rugosidad superficial (Ra)?
Ver respuesta
¿Cómo se calcula Rz y en qué se diferencia de Ra?
Ver respuesta
¿Cuáles son las unidades de Ra?
Ver respuesta
¿Cómo puedo medir un acabado de 0.8 µm (Ra 32)?
Ver respuesta
¿Puedo medir la rugosidad de la superficie sin un perfilómetro?
Ver respuesta
¿Cómo afecta la rugosidad superficial al rendimiento de la pieza?
Ver respuesta
Por qué escribimos esto
Como fabricante de máquinas CNC de torneado, fresado y rectificado, en ANTISHICNC nos enfrentamos cada semana a los mismos problemas de acabado superficial: una especificación Ra que cumple con un estándar pero no con otro, casi siempre debido a la longitud de corte o la orientación de la capa. Esta guía reúne las normas (ISO 21920, ISO 4288, ASME B46.1) y el procedimiento práctico en un solo documento para que la especificación de acabado se mida siempre de la misma manera. Revisado por el equipo técnico de ANTISHICNC.
Artículos Relacionados
- Avances y velocidades, cómo la velocidad de avance y el radio de la punta determinan el Ra alcanzable.
- Mecanizado de acero inoxidable, estrategias de acabado para un bajo Ra
- Equipos de rectificado de precisión que permiten obtener acabados submicrónicos.
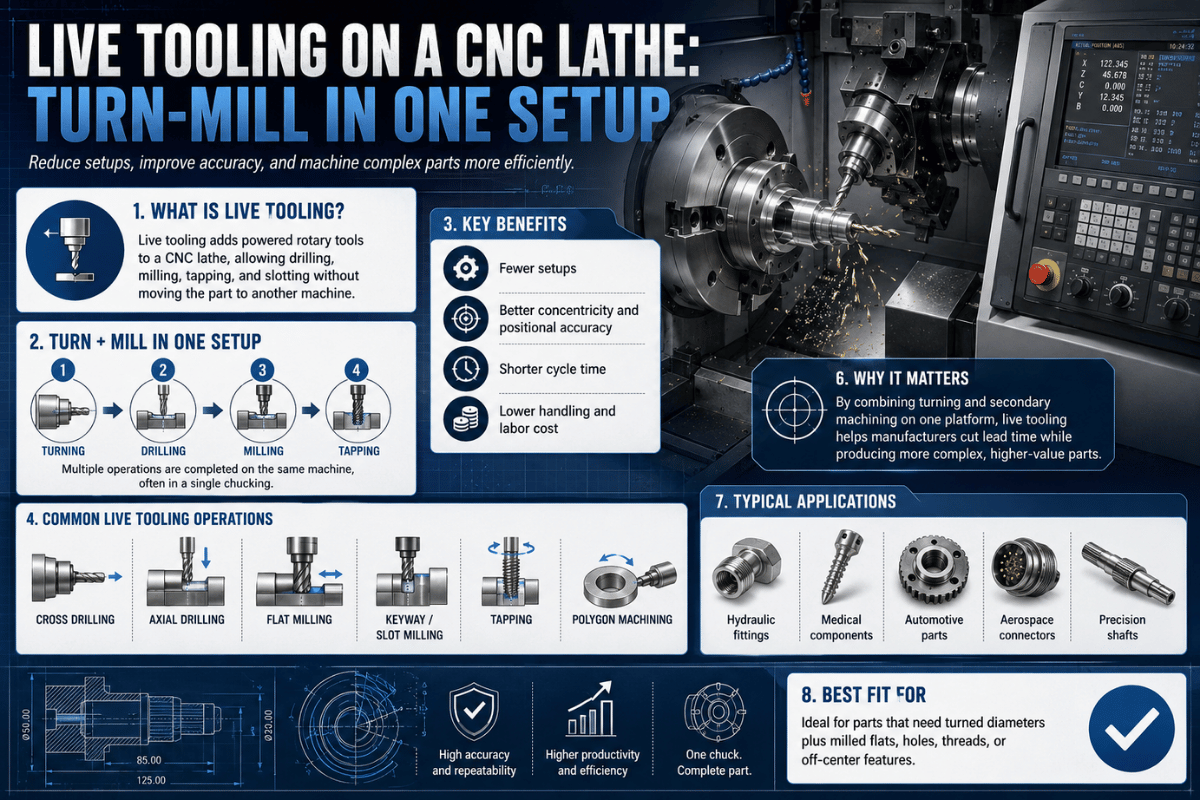
- Tornos motorizados, torneado y fresado de una sola configuración.
Referencias y fuentes
- Probeta de calibración de rugosidad SRM 2073aInstituto Nacional de Estándares y Tecnología (NIST)
- Guía de buenas prácticas n.º 37: Medición de la textura de la superficie mediante un instrumento de palpador.Laboratorio Nacional de Física (NPL)
- ASME B46.1-2019: Textura superficial (rugosidad, ondulación, disposición)ASME/ANSI
- ISO 1302:2002 GPS, Indicación de la textura de la superficieInternational Organization for Standardization
- Medición de la rugosidad: una guíaUniversidad de Southampton, Ingeniería
- Comprender la calidad de la superficie: Más allá de la rugosidad media (Ra)Asociación Estadounidense de Empleados (ASE)
- ISO 25178-603:2025, Instrumentos de interferometría de desplazamiento de fase arealISO