For its precision and craftsmanship outshining all else, metal lathe turning remains any machinist’s most prized manual skill. Whether you’re a newly minted trade worker or a seasoned professional, mastering the lathe will undoubtedly open many doors in the metalworking industry. This guide is designed to provide you with valuable advice and professional opinions to enhance your lathe turning technique. From the toolkit to the ultimate finishing touch, together we will break down procedures to improve your speed and quality in working with the lathe. So, it’s time for you to raise the bar in machining!
Understanding the Metal Lathe

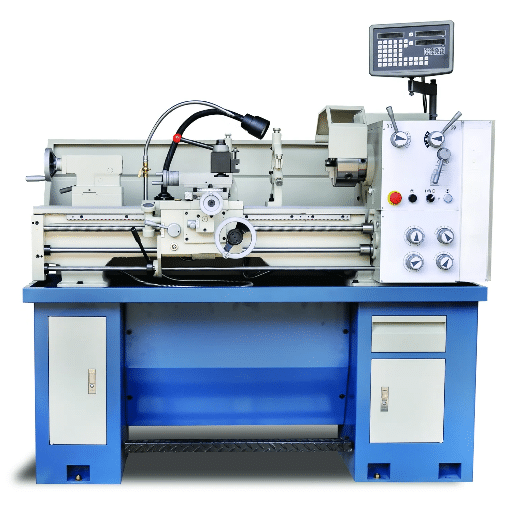
This type of lathe can be one of the most versatile machine tools, capable of shaping metal or nearly any other material. It rotates the workpiece while applying the tool to cut out material, giving it an exact shape, size, or finish. The metal lathes are used for turning, facing, threading, drilling, and boring operations. They remain integral to the manufacturing, automotive, and aerospace industries, capable of producing the highest-accuracy components. Knowing about the salient components, such as chuck, tool post, carriage, and tailstock, will help one utilize these lathes.
Components of a Metal Lathe
One of the most essential metal lathe elements is the assembly of components for performing various machining operations:
The headstock is fitted with the spindle, speed governing mechanism, and gear(s) that carry the rotation of the workpiece forward. It acts as the central unit for power transmission and speed selection.
The chuck is attached to the spindle and holds the workpiece in place, providing stability during the machining process. Various types of chucks exist, such as three-jaw or four-jaw chucks.
The tool post is fixed on the carriage and holds the cutting tools. It allows for swift tool changes, and fine adjustments are made for precision.
The carriage slides over the lathe bed, supporting the cutting tool to perform material removal in conjunction with longitudinal and cross slides.
It is placed opposite the headstock, supporting the workpiece at the other end, and can also hold tools, such as drill bits, for further processing.
The lathe bed is the backbone of the machine, responsible for the alignment and stability of all systems. It helps ensure smooth and precise operations of the machine.
The carriage is moved in a controlled way during threading or turning through these components. The tool is guided in cutting at fixed and exact intervals.
It allows for angular adjustment of the cutting tool, enabling operations such as taper turning.
Important Note: To achieve efficient operation on a metal lathe and to produce accurate machining results, it is necessary to understand these parts and their respective functions. Hence, proper maintenance leads to the instrument’s long life and precise application.
Types of Metal Lathes
There are many different types of metal lathes designed to meet various machining needs and serve distinct industries. The most common types of metal lathes include the following, along with their features and applications:
Engine Lathe
Engine lathes are the classical lathes and the most versatile type of lathe. They are commonly employed for general purposes in industries and workshops. Lathes of this type are capable of performing turning, drilling, threading, and facing operations with a high degree of precision. Engine lathes are manufactured in varied sizes to cater to smaller and larger workpieces.
Turret Lathe
Designed for mass production, turret lathes feature a tool post that allows multiple tools to be mounted simultaneously, thereby reducing downtime for tool changes and increasing the machining speed of similar parts. Industries such as the automobile industry, which require the mass production of identical components, can utilize turret lathes.
CNC Lathe (Computer Numerical Control)
CNC lathes are advanced machinery that provides high-class accuracy and efficiency. These machines, controlled through computer programming, perform highly complex operations with minimal operator intervention. These are extremely precise, translating to industries such as aerospace, medical equipment, and electronics, generally with tolerances of around ±0.0001 inches.
Toolroom Lathe
Used for excellent machining and primarily employed for tool and die work. This involves highly sophisticated controls and manual adjustments for creating prototypes or custom tools.
Bench Lathe
A bench lathe is a small machine typically placed on a workbench. These are primarily used for smaller machining tasks in workshops or schools. Their small size and affordable prices make them an attractive option for hobbyists and small manufacturers.
Vertical Lathe
There are many other names for it, the machinery or machine with the spindle oriented vertically. Able to handle large and heavy workpieces that cannot be mounted on a horizontal lathe, vertical lathes are also employed in industries to machine large circular parts, such as flywheels or wheel hubs.
Special Purpose Lathes
These machines are made specially to meet unusual industrial or operational needs. Examples include wheel lathes for remachining train wheels and gap-bed lathes for very large-diameter workpieces.
Key Takeaway: Knowing the unique capabilities of each type of metal lathe becomes essential in determining the type of lathe for a particular application, ensuring both time efficiency and machining precision, as well as process optimization.
How a Lathe Works
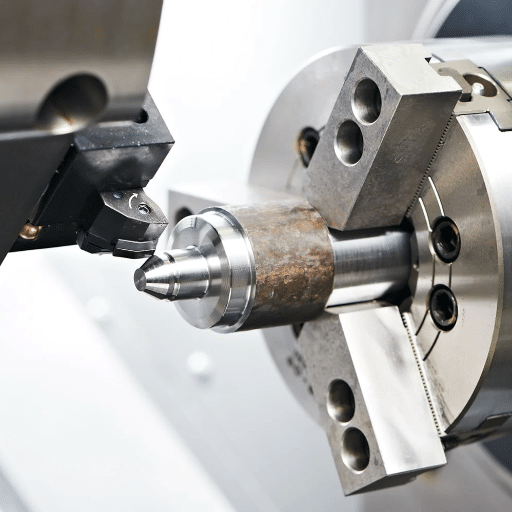
A lathe has the task of holding a workpiece against its spindle and rotating it in opposition to a cutting tool to remove material according to the required shape and dimensions. The first operation involves clamping or fixing the workpiece to the chuck or faceplate. It is then allowed to spin at variable speeds. The spindle rotation speed is generally subject to the operator’s whim or choice. The cutting tool is then maneuvered at liberty on the tool post, conveying either linear or cross motions concerning the surface of the workpiece. In high-precision processes, movement is guided each time by the lathe carriage, cross slide, and lead screw to remove an adequate amount of material.
Nowadays, lathes incorporate state-of-the-art technology, such as CNC-type systems, whose operation has been automated, thus providing extreme precision. CNC lathes, on the other hand, have programs in place to execute tool paths, for example, speeds and depths, to increments of one micron. In some cases, CNC turning centers can achieve surface roughness as low as Ra 0.4 µm, depending on the material being cut and the tool configuration. Additionally, modern lathes feature beds made of very sturdy materials, such as hardened cast iron, which effectively reduces vibrations during operation and provides a stable environment for performing complex machining operations.
Precision Achievement: A lathe can produce dimensions with accuracy to within ±0.001 in (±0.025 mm), which is why it is in high demand in aerospace, automotive, and medical device manufacturing. Being performance-oriented, it is helpful for assortment operations, such as threading, drilling, facing, and knurling. This combination of versatility and precision makes the lathe one of the most essential pieces of equipment in modern manufacturing shops.
Lathe Setup for Optimal Performance

An excellent start in making the lathe perform to its utmost is keeping the machine clean and free from dirt in areas where components are operated. Correct alignment of the lathe also needs to be verified, that the workpiece and cutting tool are fixed and aligned correctly. To maintain precision and efficiency, it is crucial to select a suitable cutting speed and feed rate tailored to the material being machined. Regular inspection and maintenance, as well as lubrication of moving parts, can save the lathe from unnecessary wear and tear. Lastly, a safe and productive working atmosphere is maintained by strictly following safety rules, including issuing protective gear and having an organized work area.
Essential Lathe Setup Steps
- Proper Workpiece Mounting: Ensure the workpiece is securely mounted using a chuck, faceplate, or fixture. Misalignment brings about inaccurate machining and potential damage to the lathe. Industry manuals specify that a runout of less than 0.001 inch is imperative for precision in most machining jobs.
- Cutting Tool Selection and Installation: Select a cutting tool material and geometry that are suitable for the material being machined. Carbide tools, for instance, are well-suited for harder materials like stainless steel, as they maintain a sharp edge at high speeds. The cutting edge of the tool should be aligned with the center height of the workpiece to prevent chatter or surface finish problems.
- Maintaining Proper Cutting Speed and Feed Rate: Machining speeds and feed rates are defined in relation to specific elements, such as the tool. A reference cutting speed of 100-150 surface feet per minute (SFM) is commonly used in the machining of mild steel, while speeds above 300 SFM are possible for aluminum. Calculate the ideal settings through the lathe manual or machining charts.
- Lubricating Properly and Ensuring Cooling: Lubricate the moving parts with the recommended grade of oil to reduce friction and wear. Cutting fluids or coolants should be applied when machining, especially for materials prone to heat generation, as they increase the life of the tool and maintain the accuracy of dimensions.
- Clean Workplace and Safety Precautions: Keep your work environment free of clutter to prevent accidental mishaps. Use protective equipment, such as safety glasses and gloves, and install safety shields where applicable. Data show a 25% reduction in incidents in workplaces that prioritize safe work practices compared to those that do not emphasize proper procedures.
Result: Through adherence to these approaches, precise machining results can be achieved while simultaneously extending the lifespan of your lathe and tooling, and reducing risks and downtime.
Choosing the Right Chuck
For machining projects, the ability to work efficiently and with precision will rest heavily upon your ability to select the correct chuck for the lathe. They come in all sorts of designs, with three and four-jawed being some of the most common. Three-jaw chucks are self-centering and thus are usually preferred for cylindrical workpieces where quick centering and precision are required. Meanwhile, the four-jaw type is more versatile because each jaw can be adjusted independently to accommodate workpieces with irregular shapes.
The size and weight of the workpiece, as well as the material types and machining processes to be conducted, are essential considerations in selecting a chuck. In any case, small workpieces mostly require small chucks capable of holding them with light clamping forces. Large and heavy materials, on the other hand, may require heavy-duty chucks designed for maximum stability.
| Chuck Type | Best For | Advantages | Considerations |
|---|---|---|---|
| Three-Jaw Chuck | Cylindrical workpieces | Self-centering, quick setup | Limited to round/hex shapes |
| Four-Jaw Chuck | Irregular shapes | Independent jaw adjustment | Longer setup time |
| Collet Chuck | Precision work | Maximum accuracy, reduced runout | Limited size range |
| Quick-Change Chuck | Production work | Fast operation changes | Higher initial cost |
Performance Data: Reliable data indicate that purpose-built chucks may assist in improving accuracy by nearly 30% while saving significant setup time. On the other hand, chucks made from more robust materials, such as hardened steel and/or cast iron, will be more durable and provide minimal wear upon repeated use.
These days, one has the advantage of quick-change chuck designs that allow for changing from one machining operation to another, saving time and thereby enhancing productivity. When handling operations that require great precision, one should rely on a collet chuck for maximum accuracy, as it securely grips the workpiece, thereby reducing runout and vibration.
Through detailed consideration of your application and an understanding of the merits and demerits of each type of chuck, you are more likely to select the right chuck, which ultimately ensures excellent machining quality and an efficient workflow.
Calibrating the Tool Post
Accuracy in machining is highly dependent upon tool post calibration. An accurately calibrated tool allows the cutting edge to be set nominally about the workpiece, minimizing errors and promoting the efficiency of the machine operation. Start with a clean tool post, free from dirt, particles, and droppings that could affect positioning. Next, test the alignment of the tool post with the machine axis using a dial indicator. The dial indicator must display constant readings, confirming that the tool post is adequately aligned.
Industry Standards: Industry Standards allow for a maximum misalignment of 0.0005 inches for high-precision work. If misalignment is observed, correction should be made via the locking mechanism of the tool post until the desired degree of accuracy is attained.
Furthermore, it is essential to constantly check the height of the cutting tool relative to the spindle centerline. For this purpose, a center gauge can be used, or a simple facing cut can be made to verify if the raised nub indicates that the tool height is incorrect.
Most modern CNC machines come equipped with calibration tools to simplify and automate the majority of this process, thereby reducing human error. Proper and repeated calibration of the tool post allows manufacturers to achieve tighter tolerances, which in turn improve surface finish while extending the life of the tooling and the machine itself.
Metal Cutting Techniques

Two types of metal cutting processes are:
Shearing
This process involves metal cutting with minimal chip formation and heat generation, such as punching or shearing.
Chip Forming Process
It involves turning, milling, and drilling. The material is being eliminated in the form of excellent chips by a cutting tool.
An alternative is chosen due to the material involved, the precision required, and the end use of the product, thus assuring the fast and in-time method of fabrication.
Selecting the Right Cutting Tool
Choosing the right cutting tool for manufacturing processes is essential for achieving accuracy, efficiency, and durability. Ponder the key factors below:
- Material Compatibility – The hardness and properties of the material should match those of the tool being considered for manufacturing. For example, softer metals, such as aluminum, require cutting tools with sharp edges, while harder materials like steel, carbide, or diamond-coated tools may be necessary for those.
- Tool Geometry – The geometry of the cutting tool refers to the angle of attack, rake angle, and the design of the cutting edge in relation to the operation; for example, machining can involve turning, milling, or drilling. This facilitates the easy removal of chips and yields good surface finishes.
- Coating of Cutting Tools – Advanced coatings, such as titanium nitride (TiN), hinder friction and heat generation, thereby preserving tool life during high-speed operations.
- Speed and Feed Requirements – Consider the appropriate combinations of tool usage and speed and feed settings to minimize wear and maintain efficiency.
- Cost vs. Longevity – Balance initial cost with shipping time and maintenance considerations to maximize cost-efficiency. This balance will, on the one hand, highly depend on the caliber of quality of production regarding usefulness, in comparison to how well, or utterly poorly, it may perform over time.
Key Point: Such considerations will help manufacturers select the appropriate cutting tools to meet their specific needs, thereby increasing productivity and enhancing quality.
Adjusting Cutting Speed for Different Materials
The most crucial factor determining whether machining will maximize performance and extend tool life is the variation in cutting speeds for different materials. Harder materials such as stainless steels and titanium require a slower speed option so that they do not develop excessive heat, detrimental to the tool. The softer materials, such as aluminum and plastics, which have lower resistance and heat generation, can be machined at higher speeds.
Considerations regarding machinability rating, tool geometry, and the type of coating on the cutting tool should be taken into account. It also benefits temperature control and accuracy when coolants are employed. Machinists should refer to cutting speed charts for their specific tools and materials and adjust speeds and feeds as necessary. Testing and adjusting them will enhance productivity and ensure optimal quality results.
Understanding Tool Geometry and Angles
The geometry of a tool has a direct effect on both the accuracy and efficacy of the machining process. Rake angle, clearance angle, and cutting edge angles are the three primary tool geometry parameters. Rake angle is an essential parameter in chip formation and cutting force: a positive rake angle decreases cutting force, whereas a negative rake angle improves tool strength against more complex work. Clearance angles prevent the tool from rubbing against the workpiece, thereby minimizing friction and wear on the tool. Cutting-edge angles, including approach angle and helix angle, enhance cutting accuracy and surface finish, while also controlling chip flow.
Considerations are taken into account with respect to the material to be machined, machining conditions, and the final output to determine the optimum tool geometry. Such adjustments to optimize machinability reduce tool wear and ensure efficient material removal. Manufacturers must rely on tooling catalogs and technical papers to select or design tools with the correct geometry for their applications.
Achieving a Quality Finish

The finish is best achieved when the materials and tools are correctly chosen, with optimized machining parameters and proper tooling maintenance. Use tools that are appropriately coated and have very sharp edges to minimize surface imperfections. Select speeds, feeds, and depths of cut based on the material and the desired finish. Occasionally, inspect the tools for wear and remove any that are worn to maintain cutting performance. Lubrication should be applied to reduce friction and achieve a smoother surface. By using the above best practices, one can ensure a consistent high-quality finish.
Techniques for a Smooth Finish
An impeccable surface finish is achieved through a combination of refined techniques and modern machining advancements. One approach for refining was cutting with the high-performance capability of a diamond-coated or carbide tool, which is superb in terms of durability and acceptable tolerance. Such tools increase efficiency yet reduce surface defects.
HSM technologies have been employed as a method for attaining the desired finish. Research exists that testifies vibration reduction above 10,000 RPM cutting speed, thereby smoothing the surface. Additionally, utilizing variable helix and pitch tools helps prevent chatter during the process stages, resulting in a consistent finish throughout the workpiece.
Then there are the various cooling and lubrication methods. Minimum Quantity Lubrication (MQL), for instance, achieves optimal heat dissipation, reducing wear on the tool and thereby improving surface integrity. From the data, we find that the MQL system offers an economy of up to 90% in lubricant use compared to flood cooling; thus, it is both practical and environmentally friendly.
Finally, automation and digital monitoring tools enable precise adjustments to parameters such as cutting speed, feed rate, and force. An intelligent machining system can monitor real-time processes, identify inconsistencies, and correct them immediately, ensuring consistent surface quality and reducing post-processing time. When combined with traditional best practices, these modern methods produce an excellent finish on nearly any material.
Importance of Tool Maintenance
Tool maintenance is a crucial means of ensuring machining efficiency, extending the tool’s lifespan, and achieving an optimal surface finish. When a tool is well-maintained, it suffers from hardly any wear and tear and should perform consistently, allowing manufacturers to meet tight tolerances and impart a good finish. A dull or damaged tool will increase machining forces, generate excess heat, or induce faults such as burrs and poor surface finish.
Critical Statistics: Studies suggest that unplanned downtime due to tooling failure can reduce productivity by 20%. Periodic inspection and maintenance, including cleaning, sharpening, and replacing worn components, can help prevent unscheduled interruptions and extend the working life of any tool.
Furthermore, predictive maintenance, which utilizes advanced sensors and data analytics to monitor tool wear in real-time, can further enhance cost optimization and damage prevention strategies for workpieces and equipment. All these methods avert production holdups while simultaneously allowing them to reduce waste and increase operational efficiencies, a vital concern in present-day manufacturing shops.
Using Coolants and Lubricants
Coolants and lubricants are necessary for improving cutting tool performance and operational efficiency. Coolants dissipate heat created during machining, preventing the tool or workpiece from thermal damage. Conversely, lubricants reduce friction between cutting surfaces, thereby curbing wear and enhancing surface finish quality.
Recent developments have seen significant enhancements in the efficiency of coolant and lubricant technologies. Studies reveal that the use of high-performance synthetic lubricants can extend tool life by 40%. Furthermore, micro-lubrication delivers small quantities of lubricant directly at the cutting zone with great precision, resulting in an increase of up to 25% in machining speeds, as well as resource conservation and reduced fluid consumption.
| Technology | Benefits | Efficiency Gain | Environmental Impact |
|---|---|---|---|
| High-Performance Synthetic Lubricants | Extended tool life | 40% increase in tool life | Reduced waste |
| Micro-Lubrication | Precise delivery, resource conservation | 25% increase in machining speeds | Reduced fluid consumption |
| Minimum Quantity Lubrication (MQL) | Green technology, aerosol delivery | 90% reduction in lubricant use | Environmentally friendly |
| Coolant Recycling Systems | Waste reduction, cost savings | Reduced disposal costs | Sustainable manufacturing |
Another significant one is Minimum Quantity Lubrication (MQL), which has gained recognition as a green technology. The MQL systems employ a tiny amount of lubricant sprayed in aerosol form to reduce coolant waste while maintaining process efficiency. Moreover, coolant recycling systems also help reduce waste disposal costs and mitigate environmental hazards, thereby gaining popularity as sustainable manufacturing methods.
By selecting the correct coolants and lubricants for specific applications and utilizing modern delivery and recycling techniques, producers can achieve superior machining performance with reduced operational costs and environmental impact.
Advanced Metal Lathe Tips

When working with a metal lathe, accuracy and efficiency are mandatory for good results. Some concise tips to improve lathe operations are the following:
- Tool Selection: Use the cutting tool that fits the material and operation at hand. Carbide-tipped tools are suitable for harder metals, whereas HSS tools should be used for softer materials.
- Cutting Speed and Feed Rate: The cutting speed and feed rate must be adjusted about the properties of the work material and the type of tool being used. These settings can be modified to either speed up or slow down tool wear, and to ensure a smooth surface finish on the workpiece.
- Coolant Usage: Use the correct coolant or lubricant to reduce heat generation, prolong tool life, and ensure cleaner cutting.
- Workpiece Preparation: Properly mount the workpiece and center it to prevent vibrations and inaccuracies during operation.
- Regular Maintenance: Keep the lathe well-maintained by regularly checking alignment, lubrication, and the sharpness of tools.
Result: By following these tips, they will have the opportunity to optimize metal lathe processes, preventing downtime and consistently obtaining components with excellent tolerance and finish.
Working with Different Metals
Machining across metals requires knowledge of their properties and the appropriate machining techniques. In brief:
Steel
Steel is in high demand as a machined metal due to its exceptional utility. Use tools made of either high-speed steel or carbides to counteract its hardness. Since friction generated by machining produces heat, its presence should be minimized through proper lubrication to prevent tool wear.
Aluminum
Aluminum is lightweight and also soft; thus, it is easier to machine. It produces bigger chips; therefore, chip control and cooling should be proper. Use very sharp cutting tools with high rake angles to achieve clean machining.
Brass
Brass is somewhat more complicated and offers good machinability. It produces little friction and heat, and consequently, requires hardly any lubrication. It finds use in high-precision work where small, detailed parts must be machined.
Copper
The Machinability of copper is problematic due to its high ductility. Applying sharp cutting edges at low speed can prevent damage by heating or deformation; a light mist of coolant is always recommended.
Stainless Steel
Stainless steel exhibits excellent corrosion resistance, but it can also present machining problems. Strong carbide tools and low-speed settings are required, coupled with sufficient lubrication, as it tends to become hardened during use.
| Material | Recommended Tool | Speed Setting | Lubrication Need | Special Considerations |
|---|---|---|---|---|
| Steel | HSS or Carbide | 100-150 SFM | High | Heat management critical |
| Aluminum | Sharp tools with high rake angles | 300+ SFM | Moderate | Chip control important |
| Brass | Standard cutting tools | Medium | Low | Good for precision work |
| Copper | Sharp cutting edges | Low | Light mist | High ductility challenges |
| Stainless Steel | Strong carbide tools | Low | High | Work hardening tendency |
Key Point: To achieve optimal and efficient results while minimizing tool wear and tool imperfections, each material requires specific adjustments in tool selection, speed, and cooling methods.
Utilizing 3-Phase Power for Efficiency
My operations work far better with 3-phase power. An uninterrupted and balanced power supply from this system helps ensure that machinery performs optimally and provides reliability. It bears more loads with lower energy losses, while also ensuring smooth operation. So, it reduces energy costs while supporting various production levels of operations.
Tips for Large Radius Cuts
Use the proper tooling to achieve a good finish and reduce the need for additional finishing. A ball nose end mill or a radius cutter works well for significant radius cuts, as they allow for smoother transitions within the surface.
Key Considerations for Large Radius Cuts
- Considerations of Feed and Speed: The feed rate and spindle speed are two other parameters that require adjustment to achieve a balance between aggressiveness and surface quality. Low feeds frequently produce the best finishes for large radii.
- Programming for Clarity: In CNC machining, ensure the toolpath is well-planned to have smooth arcs and transitions. Avoid sharp changes in direction that could cause the cutting to be arrested.
- Material Consideration: Softer materials are more forgiving for significant radius cuts, while harder materials may require incremental passes to avoid tool damage.
- Clamping Security: Workholding is essential for maintaining precision. Appropriate clamps or fixtures should be used to prevent the material from moving while it is being worked on.
Result: With the help of these tips, clean, sharp, and consistent significant radius cuts can be achieved, thereby significantly improving machining efficiency and product quality.
Conclusion
Mastering metal lathe turning is a journey that combines technical knowledge, practical skills, and continuous learning. From understanding the fundamental components and types of lathes to implementing advanced techniques for precision machining, every aspect covered in this guide contributes to your development as a skilled machinist. The key to success lies in proper setup, tool selection, material understanding, and consistent maintenance practices.
Whether you’re working with steel, aluminum, brass, or other materials, remember that each requires specific approaches for optimal results. The investment in quality tools, proper coolants and lubricants, and adherence to safety protocols will pay dividends in both the quality of your work and the longevity of your equipment.
As technology continues to advance with CNC systems and automated processes, the fundamental principles of lathe operation remain crucial. By mastering these techniques and staying current with industry developments, you’ll be well-equipped to excel in the metalworking industry and take your machining skills to the next level.
Reference Sources
“Optimization of turning parameters of AL-Alloy 6082 using Taguchi method”
“Power Prediction Model for Turning EN-31 Steel Using Response Surface Methodology”
Frequently Asked Questions (FAQs)
Some metal turning tips for beginners are essential.
Firstly, any beginner must be familiar with the basic operations of a metal lathe. Start by properly setting up your rotary three-phase converter if you have three-phase electricity. Ensure your chuck is securely tightened before operating the machine. Let’s ensure the workpiece is securely mounted; otherwise, it may become caught in the machine. Know your cutting tools, such as carbide inserts. Practice on scrap metal before attempting something more valuable.
How can I achieve a smooth surface finish on my workpiece?
A top-notch surface finish is always achieved by using the proper cutting tools and settings. Ensure the lathe is at an appropriate speed, especially since lathes usually spin the workpiece at relatively high RPMs while using a rigid tool. Set the feed rate to ensure the cutting tool maintains constant contact with the workpiece surface, and then try a finishing pass at a higher horsepower setting to polish the surface.
What are the factors to take into account when choosing cutting tools for metalworking?
When selecting cutting tools, consideration must also be given to the material itself, such as tungsten or cobalt, along with its degree of hardness and wear resistance. Carbide inserts are renowned for their exceptional wear resistance and ability to cut metals. Also, ensure that the geometry of the cutting tool suits the operation to be performed, whether roughing or finishing, and that it fits firmly into the tool post.
What would enable me to achieve better machining results with the lathe setup?
Optimizing the current lathe setup essentially means verifying that everything is aligned correctly, from the tailstock to the tool post. Use a test indicator for this; if misaligned, adjust accordingly. Also, consider your workpiece diameter, and pick your speed and feed rate accordingly. A dovetail design of the tool holder is also a good option to enhance stability and precision in machining.
What should I do if my workpiece gets caught in the machine?
Should a workpiece become caught in the machine, immediately bring the lathe to a stop to prevent damage. Study the situation carefully and gently remove any obstacles that may be present. Ensure that the workpiece is securely clamped in the chuck before proceeding with operations. Safety comes first! Therefore, wear safety gear and keep your work area clear to minimize the risks of accidents.
How does horsepower influence my metal lathe’s performance?
More horsepower is significantly better for your lathe because it enhances the machine’s performance, enabling it to cut more efficiently and process more challenging materials. It will ensure that your lathe runs at speed during the cut, which is crucial when cutting metal. If your power source is a rotary three-phase converter, it must be rated for the horsepower of your lathe to avoid power problems during use.
Why is speed critical in lathe operations?
Speed is the most critical factor in lathe operations as it affects the cut produced and the life of the cutting tool. A high speed of operation will polish the surface swiftly, but it may wear the tools quickly and overheat them. One should always balance the speed with the materials being worked on and the type of cutting to be done.
Why is it essential to perform legalized symmetrical cuts on your lathe?
Symmetrical cutting on a lathe ensures uniformity of the workpiece, which is necessary for parts to mate accurately. This machining method gives better tolerances, thus reducing vibration and imparting a smooth finish. Correct tool setup and contact with the workpiece are essential for achieving symmetrical results.