Brass the Ultimate Machinist’s Buddy, Almost
Updated June 2026 Reviewed by the ANTISHICNC technical team
Quick Specs: Machining Brass (C360 Reference)
| Machinability rating | 100 (the reference benchmark for copper alloys) |
| Typical cutting speed (C360) | 300–1,000 SFM (HSS) · 500–1,600 SFM (carbide) |
| Tool material | Uncoated carbide preferred; HSS works for short runs |
| Rake angle | Zero to slightly negative (stops self-feeding / grab) |
| Coolant | Often run dry; light oil mist for finish or deep holes |
| Common grades | C360 (free-cutting), C260 (cartridge), C464 (naval), C69300 (lead-free) |
Machining brass is about as close to a free pass as you can get in a metal-cutting job. The standard by which all others are measured is free-cutting brass alloy C360, a metal so easy to machine that it sets the “100” rating on the machinability scale. But the word “easy” in metalworking shouldn’t equate to “thoughtless;” selecting the right grade, rake angle, and adapting to the transition to lead-free brass can dramatically alter your operation.
The process of machining brass involves working with copper-zinc alloys which, when specifically formulated as free-cutting varieties, serve as the yardstick for machinability at a rating of 100. Free-cutting C360 can operate at 300 to 1,600 SFM, producing short, fractured chips and often requiring no additional coolant. Surprising facts to most machinists include tool chatter or grabbing due to excessive positive rake angles and reduced cutting speeds when machining lead-free grades.
- Instead of tool wear, the most prevalent form of failure in brass machining is the tool or drill bit grabbing and pulling into the workpiece, also known as self-feeding. This occurrence typically happens because of a positive rake angle used on a soft, ductile material.
- Despite brass being the benchmark for machinability (rated at 100), brass isn’t the fastest metal available; in fact, aluminum 6061 actually machines more quickly. Brass serves as the reference point rather than the ultimate limit.
- Free-cutting C360 achieves its impressive machinability due to the inclusion of approximately 3% lead and its alpha-beta crystal structure, which effectively shatters the chips. The removal of this lead, in response to stricter regulations on drinking-water safety, results in an approximate loss of 30-50% in cutting speeds.
- Any discoloration, whether it’s black, silver, or pink, after brass machining indicates surface chemistry issues-such as tarnish, oxide formation, or dezincification-rather than a flaw in the cutting process.
- Brass is a champion of cycle times, but this doesn’t translate into low raw material costs. Although the material itself can be expensive, the speed at which parts are produced and the infrequent need for secondary plating make it a highly cost-effective choice.
Why Brass Is the Machinability Benchmark

When a metal has a “machinability rating” among machinist circles, it’s very nearly always comparing it to brass. Machining brass is what we hold up as the benchmark: free-cutting brass alloy C360 is assigned a rating of 100, and other brass and copper alloys are then rated on how easily they machine relative to C360.
How machinable so many brass compositions are, across the many applications of brass such as plumbing and electrical parts, is the defining reason the Copper Development Association recognizes C360 as the single most important commercial copper alloy.
What is the machinability rating of brass?
Free-cutting brass C360 has a machinability rating of 100, the top number on the copper-alloy table. That rating comes straight from its composition: C360 averages 61.5% copper, 35.4% zinc, and 3.1% lead. The zinc gives the material an alpha-beta phase structure that is very prone to chip breaking, whereas low-copper, alpha-phase-only brass produces long stringers or stringy curls.
The presence of lead also causes the material to form fine insoluble globules through out the microstructure. These globules smear on the tool surface acting as a lubricant and prevent chip buildup and heat generation at the tool/part interface resulting in a clean break with minimum tool wear and a bright, chip-free finish with good surface quality without any intervention required from the machining operator. As brass is a non-ferrous alloy of copper and zinc that remains soft at ambient temperatures (C360’s hardness runs around 80 to 160 BHN with an ultimate tensile strength of 350 to 500 MPa) it is much easier to machine than ferrous alloys, since lower cutting forces produce far less friction and heat. Because the tool does not generate excessive heat the way it would in steel, these material properties are exactly why brass earns its reputation for excellent machinability and superior surface finishes straight off the tool.
Where the benchmark falls flat. Brass = 100 says nothing about which metal is the most easily machined. Free-machining machining aluminum work, in fact, fares higher in a proportional sense. The only rationale Brass=100 has is that it provides a constant reference like a tuning fork, so the machinability of brass is the yardstick everything else gets measured against.
| Material | Material class | Relative machinability | Why it lands there |
|---|---|---|---|
| Free-cutting brass C360 | Copper alloy | 100 (benchmark) | Lead + alpha-beta structure shatter chips |
| Magnesium AZ31B | Light alloy | ~480 | Cuts fastest of all, but flammable chips |
| Aluminum 6061-T6 | Light alloy | ~190 | Soft and low-density, but gummier chips |
| Free-cutting steel 12L14 | Free-cutting steel | ~85 | Leaded/resulfurized steel, but harder than brass |
| 303 stainless | Free-cutting stainless | ~78 | Sulfur added for chip break, still tough |
| Mild steel 1018 | Carbon steel | ~55 | Tougher, builds heat, longer stringy chips |
| Gray cast iron | Cast iron | ~50–65 | Abrasive graphite, dusty chips |
| 304 stainless | Austenitic stainless | ~45 | Work-hardens, gummy, high cutting forces |
| Pure copper C110 | Pure copper | ~20 | Very ductile, smears and drags without lead |
| Titanium Ti-6Al-4V | Reactive metal | ~22 | Low conductivity traps heat at the edge |
Approximate ratings derived from Copper Development Association data and general machinists’ information; subject to variation and use as guideline rather than fixed value.
Also, a honest, though maybe trivial, fact to keep in mind: some steel shops refer to a separate 100-point scale that uses fre e cutting steel B1112 as its baseline. If you run across machinability rating that refers to the steel shop 100 point scale, double check. If the reference points back to the 100-point scale developed for the copper-alloys, brass serves as the baseline against which everything is compared . This kind of technical information distinguishes a guide written by metal cutters from one cobbled up from a chart. For comparative information regarding other material conduct, consider reading machining aluminum and machining stainless steel our other helpful guides.
Brass Grades for Machining: The 4-Family Selector

”Brass” really covers hundreds of different brass alloy compositions. Selecting the wrong composition is the biggest mistake-and the easiest-a person can make on a brass job. Each type of brass differs by its zinc composition, and it is the zinc content in brass that influences both the hardness and the machinability of the material. The fastest way to choose brass is to do away with C-numbers and instead evaluate brass on the basis of one of the four basic families; the families correspond to the main application priority: ease of machining, ability to form a shape and toughness, strength of material when exposed to seawater corrosion, or when lead-free material is required. Pick the right brass for the job and machining precision follows; pick the wrong one and you fight the material the whole run.
The 4-Family Brass Selector
Match your part’s drive requirement to a family, then choose the C-number within that. A free-machining job automatically selects C360, whereas a drinking-water fitting will force you into the lead-free family with the resulting penalty for speed.
| Family | Examples | Machinability | Pick it when you need |
|---|---|---|---|
| Free-machining (leaded) | C360, C385 | 90–100 | Highest output: fittings, valve bodies, screw-machine parts |
| Cartridge / alpha | C260, C272 | ~30 | Cold forming, deep draw, ductility over cutting speed |
| Naval / duplex | C464 | ~30 | Seawater corrosion resistance, marine hardware |
| Lead-free / eco | C69300, C87850 | Good, below leaded | Drinking-water and medical parts (0.25% lead rule) |
Family machinetability numbers are relative to C360 = 100. Check you mill certificate to be sure of the actual grade you stock.
From a practical standpoint, the choice is almost obvious. The relative machinability ratings behind this selector trace back to Copper Development Association data, with C360 set at 100. When a machine shop builds the brass job in house, chances are 9-in-10 that it’s made from C360 because nothing turns faster and finishes brighter — until the spec sheet reads “potable water” or “NSF-61.” Then, it’s in the lead-free family, and you’ve gotta redo your cutting data.
Cartridge brass C260 and naval brass C464 both sit around 30 on the machinability scale – they cut well enough, just nowhere near C360. If your print calls for them, or you need precision brass parts held to a tight class, plan your feeds and tool life around that roughly 70% drop instead of reusing C360 numbers.
Speeds and Feeds for Brass (Turning, Drilling, Milling)

How fast can I turn brass? This is the question that actually opens most brass shop guides. The free-cutting family accepts cutting rates that would wreck a turning tool in steel, so the real limits become your machine rigidity, your surface finish target, and chip control rather than the metal itself. Setting the right cutting parameters is mostly careful calculation and then letting the material do its job; brass rewards a confident feed rate over a tentative one.
What speed should you machine brass at?
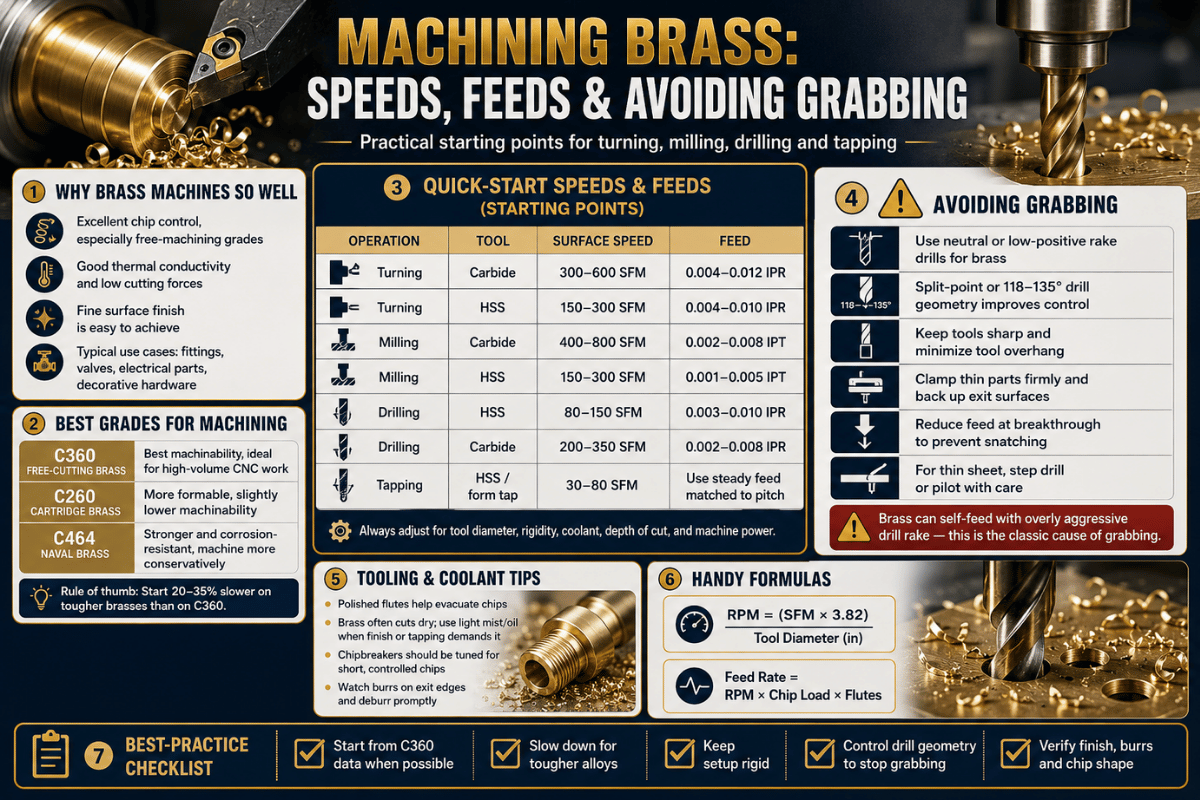
For free-cutting C360, run roughly 300–1,000 SFM with high-speed steel and 500–1,600 SFM with carbide, against only 200–300 SFM for leaded free-cutting steel. For a practical starting point on a rigid CNC lathe, settle around 350–600 SFM with carbide at a feed of 0.004–0.008 in/rev, which gives clean chips and long tool life.
The Copper Development Association even documents a pilot turning trial at 18,000 SFM, which tells you the metal is rarely the bottleneck. Treat these as starting machining parameters; your numbers shift with machine rigidity, bar diameter, and finish target. A university speeds-and-feeds reference makes a good cross-check before you commit.
| Operation | HSS (SFM) | Carbide (SFM) | Feed / notes |
|---|---|---|---|
| Turning | 300–600 | 500–1,000 | 0.004–0.008 in/rev; DOC 0.5–2.0 mm |
| Drilling | 150–300 | 300–500 | Dub off the lip — see self-feeding fix below |
| Milling | 250–400 | 400–700 | Climb mill; watch for chip recutting |
Tables prepared with Copper Development Association data “some” for general use ; your experience and your particular “machines will probably give you better settings”.
Cutting speed tables are given in surface feet per minute, but your lathe is set in RPM. Convert with RPM = (SFM x 3.82) / D, where D is the bar diameter in inches (3.82 is roughly 12/π).
Say you are turning a 0.75 in C360 bar and pick 600 SFM with carbide:
RPM = (600 x 3.82) / 0.75 = 2,292 / 0.75 = 3,056 RPM.
Round that to about 3,000 RPM and start there. Now drop to a 0.25 in feature on the same part: the same 600 SFM wants (600 x 3.82) / 0.25 = about 9,168 RPM, which is past most lathe spindles. That is exactly why small-diameter brass work ends up finish-limited rather than metal-limited.
Because it cuts so cool and clean, most shops favor dry machining and run brass with no coolant at all, keeping an atomized oil mist only for deep holes or a critical mirror finish. If you are dialing in a new part, push the feed before the speed. In brass, a heavier feed at the same spindle speed generally breaks the chip cleaner without marring the finish, and these small tweaks to the cutting parameters do the most work this part of the machining process.
Tooling, Rake Angle & the Self-Feeding Trap

And now, the failure mode you’ll find that most beginners run into while machining brass, it has nothing to do with toughness of the material. It’s too soft, it’s too free-cutting, and in combination with a positive-rake cutting edge, which is just the cutting tool you’d use to machine steel or aluminum, it will dig into the work, self-feed, grab the material and climb into it like a wood screw! In a drilling operation, it grabs the part right up the cutting-tool flutes, and on a non-rigid lathe, it will chatter and dig, a failure that practitioners commonly describe in detail.
What tool is used to cut brass?
For production machining of brass, use uncoated carbide; for limited runs, HSS is fine. Geometry matters more than grade: set the rake to zero or a slightly negative angle. Because brass is soft and ductile, a positive-rake tool acts like a wedge that gets sucked into the cut, while a slightly negative rake scrapes the edge with far less self-feeding.
A brass-cutting edge also wants highly polished, uncoated flutes so chips won’t cling and build up. Backing off the rake on a tool bit for a brass part will fix more problems than any other change you make.
“Your current tool is a positive rake tool, that will grab unless your lathe is very rigid. You don’t really need any rake angle on a brass lathe bit, because the chip fractures easily; it isn’t about the tool pulling.”
Practitioners on the Hobby-Machinist and Model Engineer forums
That quote also corrects a popular shop-floor oversimplification. The rule “always use negative rake on brass” is not quite right: zero-to-negative rake works because brass throws a discontinuous, fractured chip and because it stops grab on flexible setups, not because brass universally needs negative rake angles. On a rigid CNC lathe with the right insert, mild positive rake is perfectly fine and can improve finish. So the real rule is conditional: back off the rake when your setup is not rigid, or when you are drilling, and do not force negative rake onto a stiff machine that does not need it. It isn’t about the cutting edge pulling; it’s about how the chip breaks.
Standard twist drill bits are provided with a positive cutting edge; the lips are ground for self-feed in brass! “Stone down the cutting edge to almost zero rake” prior to machining brass is a well-documented method that ‘masters’ practitioners follow and recommend. It involves ten quick touches of a stone and prevents the ‘self-feed’ characteristic of a sharp drill bits from either snagging the part or breaking smaller bits.
Operation-by-Operation: Turning, Drilling, Tapping, Milling

Brass can act too much differently from operation to operation. One tool setting won’t apply across everything. The best Practices can vary from simply turning parts to boring tighter holes and threading where the majority of our brass scrap originated. That being said, you still get the optimal results by tuning each operation to its own specific application rather than reusing one setting across the board.
- Turning: this part is easy. Run fast, feed hard, chip the cutting. Using a neutral-rakeinserton our metal lathe should result in a bright clean surface, and on most diameters there’s no coolant needed.
- Drilling: this is where we need to take care and concern. You should dub the lip on all of our jobber/ drill bits to eliminate themself feeding in. Always be pecking in short incremental steps, and control the tool with either hand pressure or regulated feed on a CNC, you must control how the spindle pull the tool in.
- Threading: it’s very easy to get a clean chip from brass, but remember, soft brass can cut a bit over-sized with very little help, always check with gauges or consider ordering one-Size down, especially in applications where size is Critical.
- Milling: always climb mill whenever we want to achieve the most pristine finish, chip evacuation is of a greater concern due to the amount of secondary cuts the chips can create. Using polished end mills with a blast of air/mist can assist to create this.
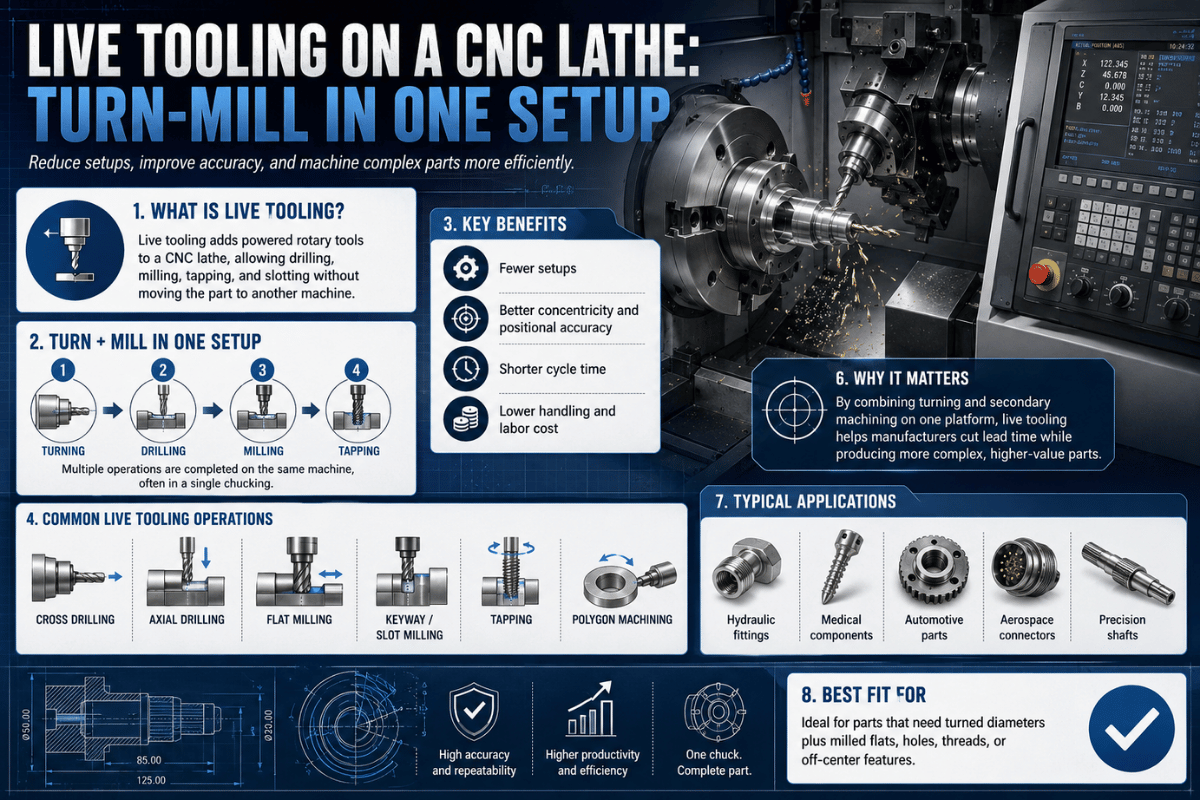
For example, consider a shop setup where a Tool maker chucks a drill bit at the machine to plunge a through hole on a 6mm job. The tool steels do this type of drilling just as naturally, but once the bit engages the C360 Brass and begins to eat in, the bit tries to take material faster than the chips can vacate and therefore violently engages the C360 valve block and attempts to pull 40mm of part up the drill flute. All this within seconds of the risk of a breaking bit or sever injury from a bit and or part that’s being violently driven up a flute. If you simply pull the drill, take it to your grinder and grind off about all of the “rake “ on each lip, just up to about 0 — a fix machinists widely document for drilling brass — you now have a drill that cut more predictably and with fragmentation so it can evacuate, enabling the part to come into the drill without snatching/binding. Brass didn’t change, only the bit. This ten second repair is often the difference between a successfully finished part, or scrap. For threading and cross-hole work, our notes on the live-tooling lathe cover driven-tool setups, and the CNC lathe machine page shows the rigidity that lets you safely run mild positive rake.
Common Brass Machining Problems (and Fixes)

Most “brass machining problems” you might find online were often not issues related to the cut at all, but were related to the material chemistry itself when exposed and revealed during and after the cut. Since brass naturally produces an superior finish when cut, if quality suddenly degrades, it’s frequently due to material contamination rather than any change in your machining operation. Correcting this will spare you chasing elusive feed and speed parameters when what your job actually requires is a bit of attention to material handling or an extra final finishing pass.
Why does brass turn black or silver after machining?
When brass turns black, silver, or pink after machining, that discoloration is surface tarnish, oxide, or dezincification — not a sign the tool needs sharpening or the speeds are too high. It comes from oil and coolant in the process (skin oils also contribute to the black oxide/sulfide staining), or from the alloy losing zinc to a corrosive environment, which leaves a pink or silvery copper-rich layer on the surface.
According to the Canadian Conservation Institute, mild dezincification is mostly a visual effect, but it demonstrates the mechanism: zinc leaches from the alloy so a different-colored copper-rich zone remains. The effect is largely reversible with handling and cleaning techniques, not altered cutting data.
| Symptom | Likely cause | Fix |
|---|---|---|
| Black/brown stain | Skin oils, coolant residue, oxidation | Drop parts into alcohol out of the machine; no bare-hand contact |
| Silver/pink patches | Dezincification (zinc selectively lost) | Use lower-zinc or inhibited grade; light acid pickle after cleaning |
| Burrs at edges | Worn edge or positive rake dragging soft brass | Sharp neutral-rake tool; light finishing pass |
| Dull/torn finish | Chip recutting, sticky chips on flutes | Polished flutes, air blast, climb milling |
Information compiled from the reports of experienced practitioners (Reddit machinists) and sources of conservation expertise, translated into a less technical language geared more toward quality assurance.
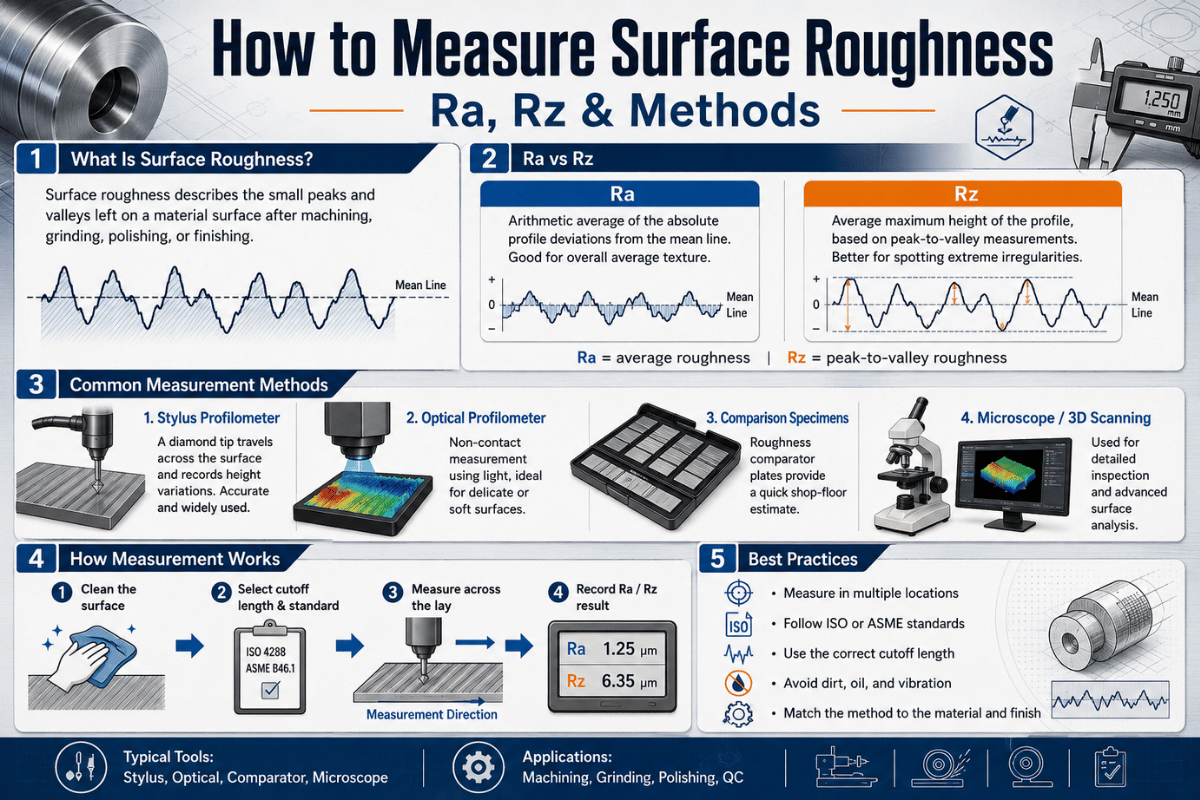
Without doubt, the most prominent and repeated suggestion throughout machinist communities, is simply: remove the finished parts from the machine and dump them in a bucket of alcohol or solvent without touching them with a skin surface. Brass stains very easily and almost all “deficiencies” shown in the finished part are due to fingerprints which develop during the anoxic dark state of the part after the machining process, thus failure to wash or handle these parts with a glove can easily result in staining appearing within the next 24 hours. If staining appears, then multiple options can be used to rectify this, including a quick acid pickle and bright work removal of oxide and sulfide deposits will put a shiny and lively finish on the Brass. To assess whether the surface finish quality of the part actually fulfills the necessary parameters or is simply subjectively lacking in visual sparkle, then use a guide on how to accurately measure surface roughness and the desired Ra value with the appropriate tools. Decorative brass finishes such as a covering layer of lacquer or plating are then an optional finishing step, not a correction technique.
Dezincification is a corrosion concern, rather than purely a visual ailment, when used in service with high zinc content alloys in moist or aggressive environments. For water, or marine applications, instead specify an inhibited alloy of a lower zinc content from the outset, as this cannot be rectified by cleaning.
CNC & Cost Considerations for Brass Parts

Is the cost of machining brass justifiable? The answer breaks here into two halves, from a modern perspective, and selecting a price modern sourcing business, therefore, involves dividing into these two numbers. Brass is a metal with prodigiously low prices to machine and extremely high prices to procure. Mix the two elements together, and you’re either doing the job just for the money or definitely losing money on it.
On a CNC lathe, with high-speed steel or carbide tooling, a cnc machined brass part hits maximum productivity: high spindle speeds, firm feeds, and short chips compress the machining time, so the labor on small brass components stays low. That short machining time is why most cnc machining service quotes treat brass favorably on labor even when the metal itself is pricey, and machining services running brass at speed rarely add much for cycle. These relatively short cycles are then used in normal CNC pricing to bring even high material costs into a reasonable rate, as a comparable steel component needs longer cycles, even with a relatively cheap or medium-high machining price, and the labor-content remains similar. The Copper Development Association has indicated that even with the higher stock cost, the machined brass component may cost less than the steel counterpart after finishing and plating as the cycle time was shorter and the material didn’t require additional finishing.
- Very short cycle times, high SFM, firm feeds
- Long tool life; uncoated carbide lasts
- Bright as-machined finish, often no plating
- Frequently no coolant required
- ~50%+ of free-cutting brass is recycled stock
- High raw material cost per pound (copper price)
- Lead-free grades cut slower, longer cycle times
- Scrap value matters; track and reclaim chips
- Wrong grade for the environment = corrosion failure
What’s the practical lesson in quoting brass machined parts? If the design is characterized by lots of machining features, close tolerances and high volume, the lead-based machinability means your part is cheaper than you’d think – because the cycle time is so short that quality and precision come almost for free. If the design is a big chunk of plain metal, by contrast, copper cost is king and brass price looks daunting. When you are considering brass for a new program, pick your brass alloy based on the job, and let the machine utilization cost out the labor – faster brass cycles typically beat stainless, hand-for-hand. See our CNC lathe machine pricing rundown for machine-cost context, and the metal milling machine page for multi-face brass parts.
The Lead-Free Brass Shift: What’s Changing in 2026

Perhaps the single biggest development this past decade for brass CNC machining hasn’t been a new cutter, but the regulations taking lead out of the alloys it became famous for. For years, machining leaded brass meant cutting wide-open and never thinking about it; for any part in contact with water, that default is gone. If your part touches drinking water, then lead-free is arguably the most important word in this write-up, because it will instantly re-set your cutting-tool speeds and feeds.
This is driven by law rather than market fads: the U.S. Safe Drinking Water Act section 1417 states that “lead free” means “not more than 0.25 percent of the weighted average composition of the wetted surfaces of the material shall contain lead.” The law replaced an 8% cap and went into effect Jan. 4, 2014, enforced as 40 CFR Part 143. Ongoing RoHS lead-exemption reviews and NSF/ANSI 61 certifications also continue to shrink the allowable usage for leaded brass in drinkable and medical applications.
For purchasing professionals: This puts the emphasis on qualifying your lead-free speeds and feeds for any given part before committing to production.
Engineers are doing this using various means – mainly Bismuth- or Silicon-substituted brass alloys, and even Phosphorus. The number of patents and publications being issued on such solutions suggests an active materials science landscape rather than a few widely adopted standards: such offerings range from lead-free free-cutting silicon brass (EP2194150B1) to lead-free free-machining brass (WO2011121798A1) to lead-free free-cutting phosphorous brass (EP2133438B1) – all addressing the trade-offs between machinability, Dezincification resistance and lead content. These go to market under product names such as EnviroBrass (C69300) and EcoBrass (C87850).
Okay, time for the scary part: the Lead-Free Brass Penalty. On paper, lead-free generally runs 30-50% slower than the industry standard (leaded C360), with poorer tool life and the tendency to produce stringier, gummier chips. But that’s too simple a view. According to the production magazines – as Production Machining said a while ago – lead-free isn’t so much “harder to machine than leaded brass as it’s different.” Sure, there’s a performance penalty (speed, tool life) that can’t be eliminated, but much of that speed loss can be regained by increasing feed rate to compensate and adjusting tool and coolant – and dealing with the different chip. “Treat it as a different material requiring a dedicated, verified process recipe, not just as a penalty to ‘charge’ the customer when quoting,” is the way many shops advise their quoting engineers.
In need of new drinking water or medical brass parts in the coming year?
It would be wise to start by prototyping with a lead-free grade. It’s this transition after ordering your parts on C360 cycle times that removes your margin.
Frequently Asked Questions
Can a CNC machine cut brass?
View Answer
What is the best brass for machining?
View Answer
Do you need coolant to machine brass?
View Answer
Brass or bronze for precision parts, which should you choose?
View Answer
How do you stop a drill grabbing in brass?
View Answer
Is lead-free brass harder to machine than leaded brass?
View Answer
Building a brass machining line?
ANTISHICNC designs and constructs the CNC lathes, turning equipment, and milling equipment for production speeds of brass. Connect with our team and discuss your equipment with our product specialists to determine the best machine for your volume and grade mix.
About This Guide
“Working at our company as the fabricator for CNC lathes and milling equipment, we’ve firsthand experience demonstrating these phenomena on brass, even what we call the “self-feed and grab,” (as above), and the performance drop our customer experienced when opting for lead-free alloys for potable water components. All of our numbers used herein come from material sourced via Copper Development Association references, but are also based on our own shop floor. Our performance values are dependent on machine Stiffness, our tool holder, tool inserts and which batch of brass we’re cutting. Reviewed by ANTISHICNC technical support staff.”
References & Sources
- Free-Cutting Brass UNS C36000 — Copper Development Association
- Speeds and Feeds Reference — University of Florida Department of Mechanical & Aerospace Engineering
- Use of Lead-Free Pipes, Fittings, Fixtures, Solder and Flux (SDWA §1417) — U.S. Environmental Protection Agency
- 40 CFR Part 143 Subpart B, National Secondary Drinking Water Regulations — Electronic Code of Federal Regulations
- Preventing and Treating the Dezincification of Brass — Canadian Conservation Institute, Government of Canada
- Unleaded Brass: Change Your Thinking — Production Machining
- EP2194150B1, Lead-free free-cutting silicon brass alloy — European Patent Office
Related Articles
- Machining Aluminum — speeds, alloys, and chip control for the other soft metal
- Machining Cast Iron — dry cutting and abrasive-chip handling compared
- Machining Stainless Steel — the work-hardening opposite of free-cutting brass